

A arte de escolher tubos revestidos mecanicamente: O que eles não dizem nos folhetos
Olhar, Estou neste jogo há 22 anos. Começou como inspetor de chão de fábrica em ’02, trabalhei meu caminho através do controle de qualidade, passou uma década em análise de falhas, e agora sou o cara para quem eles ligam quando um projeto de um bilhão de dólares está prestes a especificar o tubo errado. Eu vi mecanicamente FORRADA CANO economizar orçamentos, e vi um fracasso catastrófico porque alguém em um escritório de compras escolheu a opção mais barata sem entender o que estava realmente comprando.
Deixe-me dizer uma coisa diretamente. A diferença entre um mecanicamente FORRADA CANO isso dura 30 anos e aquele que começa a delaminar após 18 meses? Raramente é sobre as matérias-primas. É uma questão de entender o que diabos você está realmente pedindo ao cachimbo para fazer.
Por que existe tubo revestido mecanicamente
Em meados dos anos 90, Eu estava trabalhando em um projeto do Mar do Norte. Tínhamos esta linha de fluxo de 16 polegadas, duplex sólido, custou uma fortuna absoluta. O cliente ficou feliz, estávamos felizes, todos foram para casa com bônus. Então o preço do níquel disparou, e de repente o tubo CRA sólido tornou-se economicamente insano para transporte de longa distância.
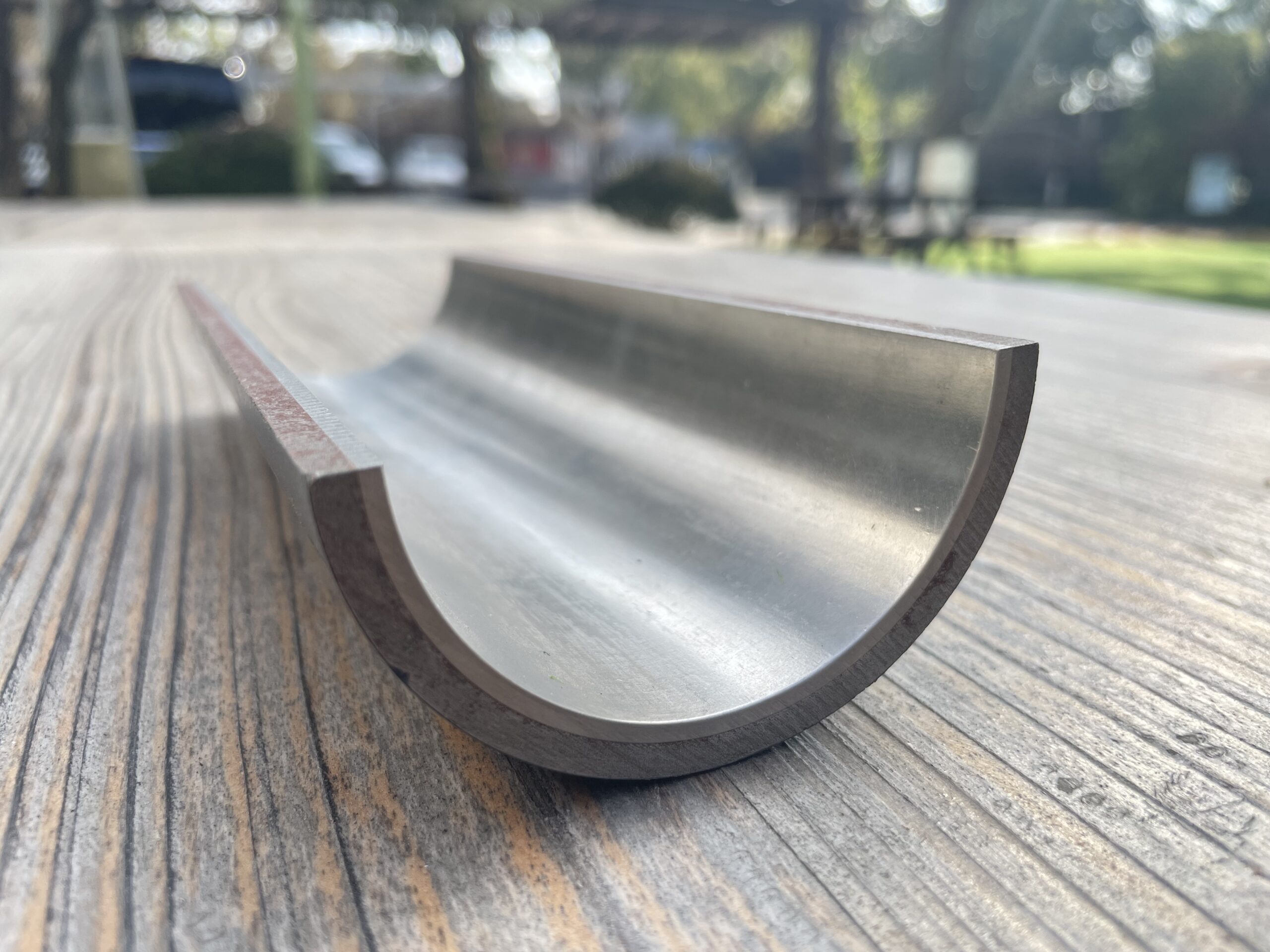
Aqui está a coisa. Você não precisa que toda a espessura da parede seja resistente à corrosão. Você só precisa de uma barreira. O aço carbono oferece resistência e contenção de pressão. O revestimento CRA fino – geralmente de 2 mm a 3 mm – lida com as coisas desagradáveis. Essa é toda a premissa. Mas mecanicamente FORRADA CANO não é tubo revestido, e se você não entende essa distinção, você vai ter um dia ruim.
Tubo revestido? Isso é ligação metalúrgica. Fusão. Você está falando sobre colagem por laminação ou revestimento por explosão, onde o revestimento e o aço de suporte se tornam um material contínuo na interface. É lindo quando bem feito, mas é caro e leva uma eternidade para fabricar.
Tubo revestido mecanicamente é diferente. Estamos pegando um tubo CRA, deslizando-o dentro de um tubo externo de aço carbono, e, em seguida, expandindo todo o conjunto para que o revestimento pressione contra o tubo externo com pressão de contato residual suficiente para que ele permaneça no lugar. É um ajuste de interferência mecânica. Sem fusão. Apenas física.
E é aqui que a maioria dos engenheiros erra. Eles olham para uma folha de especificações, Vejo “FORRADA CANO,” e suponha que ele se comporte como um CRA sólido. Não. Nem perto.3

A pergunta fundamental que ninguém faz
Quando um gerente de projeto vem até mim e diz “precisamos de tubo revestido para uma aplicação de serviço ácido,” minha primeira pergunta é sempre a mesma.
Que temperatura?
Não é a temperatura projetada do diagrama de fluxo do processo. A temperatura operacional real. As temperaturas transitórias. As temperaturas de desligamento. As taxas de resfriamento.
Porque o tubo revestido mecanicamente vive e morre por expansão térmica diferencial.
Aqui está a matemática que me mantém acordado à noite. O aço carbono tem um coeficiente de expansão térmica em torno de 11.7 × 10⁻⁶ /°C. Seu revestimento 316L típico? Isso é sobre 16.0 × 10⁻⁶ /°C. Então, quando você aquece o cano, o revestimento quer se expandir mais do que o tubo externo. Isso aumenta sua pressão de contato. Coisa boa, certo?
Mas quando você esfria – digamos, durante uma parada no inverno no Mar do Norte ou em uma operação em areias betuminosas no Canadá – o revestimento encolhe ainda mais.. Se você baixar a temperatura o suficiente, esse ajuste de interferência desaparece. Agora você tem um forro solto. E um forro solto é um forro morto.
Eu tinha um emprego no Cazaquistão em ’08. Belo design, tudo especificado perfeitamente no papel. Mas ninguém pensou nas paralisações de inverno a -40°C seguidas pela injeção rápida de fluidos produzidos a 80°C. Primeiro ciclo térmico, o forro dobrou. Enrugado como o joelho de um elefante. Tive que cortar 3 quilômetros de cano e recomeçar.
A lição? Você precisa calcular sua pressão de contato mínima em cada temperatura esperada. Não apenas estado estacionário. Cada condição transitória.
Deixe-me apresentar o cálculo aproximado que usamos para a triagem inicial. A pressão de contato residual na temperatura T é:
P_c(T) =P_0 + [ (a_liner – α_cs) × (T – T_instalar) × E_liner × t_liner ] / d
onde:
-
P_0 é a sua pressão de contato inicial após a fabricação
-
α são os coeficientes de expansão térmica
-
E_liner é o módulo do material do revestimento
-
t_liner é a espessura do revestimento
-
D é o diâmetro nominal
Se esse número for negativo em qualquer ponto do seu envelope operacional, você tem problemas. Ponto final. Não passe, vá, não colete $200.
A variável de fabricação que muda tudo
Aqui está algo que você não verá nos folhetos de vendas. Como eles realmente expandem o tubo?
Existem basicamente duas escolas de pensamento na indústria. Expansão hidráulica e expansão mecânica. Eu trabalhei com ambos. Eu consertei falhas de ambos. E eu tenho opiniões fortes.
Expansão hidráulica é o que usamos em nossas instalações. Você sela as extremidades da montagem forrada, encha o anel com água (ou às vezes óleo), e pressurize isso. Estamos conversando 400 Para 900 barra dependendo do tamanho e espessura da parede. O tubo se expande plasticamente, e quando você libera a pressão, o aço carbono salta mais para trás do que o revestimento, deixando aquela pressão de contato residual que mencionei anteriormente.
A vantagem? Expansão uniforme. Todo o comprimento do tubo vê a mesma pressão ao mesmo tempo. Sua distribuição de pressão de contato é incrivelmente consistente.
A desvantagem? Efeitos finais. Os últimos 100 mm ou mais em cada extremidade do tubo não se expandem da mesma forma devido aos arranjos de vedação. Ou você corta essas pontas ou as considera em seu design.
A expansão mecânica usa um porco ou mandril que é puxado ou empurrado através da montagem, esticando mecanicamente o tubo à medida que avança. Alguns de nossos concorrentes juram que sim. Tempos de ciclo mais rápidos, menos equipamento, sem manuseio de água.
Mas aqui está o que vi na análise de falhas. A expansão mecânica pode deixar variações circunferenciais. O tubo se expande, relaxa, e às vezes você obtém essas ondulações sutis – variações microscópicas na pressão de contato ao redor da circunferência. Em operação normal, multar. Mas se você estiver alternando temperatura ou pressão, essas variações tornam-se pontos de iniciação para fadiga ou desgaste.
Não estou dizendo que a expansão mecânica está errada. Alguns dos meus melhores amigos fazem tubos expandidos mecanicamente. Mas para serviços críticos – águas profundas, alta temperatura, azedo severo - eu especifico hidráulico sempre.
A mesa que ninguém te mostra
Eu mantenho uma planilha no meu laptop. Atualizado na semana passada depois de revisar alguns dados de falhas do Oriente Médio. Aqui está a versão simplificada de como penso sobre a seleção do material do revestimento.
| Condição de serviço | Material do forro | Espessura Mínima | Temp | Custo relativo | A captura |
|---|---|---|---|---|---|
| Levemente azedo, doce serviço, injeção de água | 316L | 2.5mm | 250° C | 1.0 | Os cloretos irão matá-lo acima de 60°C |
| Azedo moderado, alguns cloretos | 904L | 2.5mm | 300° C | 1.8 | Soldar é complicado, precisa de procedimento cuidadoso |
| Alto H₂S, cloretos elevados, temperatura moderada | 825 | 2.5mm | 350° C | 2.4 | A disponibilidade está piorando a cada ano |
| Extremamente azedo, alta temperatura, enxofre elementar | 625 | 3.0mm | 400° C | 3.2 | Preocupações com fragilização por hidrogênio no revestimento |
| Espaços apertados, sensível ao peso | 2205 | 2.0mm | 200° C | 1.5 | Menos dúctil durante a expansão |
| Injeção de água do mar, temperatura baixa | 316L | 3.0mm | 80° C | 1.0 | MIC pode ser um problema, considere a adição de Cu |
Que “pegar” coluna? Isso é o que você só aprende vendo canos falharem. Deixe-me desempacotar alguns.
A armadilha de cloreto 316L
Todo mundo adora 316L. É barato, está disponível, todo fabricante sabe como soldá-lo. Mas perdi a conta do número de falhas que vi em que alguém colocou um tubo revestido com 316L em um serviço de cloreto quente porque “a temperatura é de apenas 80°C.”
Aqui está o problema. Que 80°C é a temperatura do fluido a granel. Mas bem na parede do cano, especialmente se você tiver alguma sujeira ou depósitos, a temperatura da superfície pode ser maior. E se você fizer uma saída de vapor para limpeza? De repente você está a 130°C ou mais. A corrosão sob tensão por cloreto não se preocupa com a base do seu projeto. Ele se preocupa com o que realmente acontece.
Tive um caso em uma refinaria chinesa—desculpe, não é possível nomear o cliente – onde eles usaram tubulação revestida com 316L para um serviço de água produzida. O design dizia 75°C máx.. Mas havia uma seção a jusante de uma válvula de descida onde o flash causava aquecimento localizado. Nada importante, talvez 95°C na parede. Seis meses depois, estávamos arrancando rachaduras de cada segundo baseado. Todo o lote teve que ser descartado.
Se você tem cloretos e está acima de 60°C, Vou empurrá-lo para 904L ou 825. Sim, Custa mais. Mas custa menos do que substituir 5 quilômetros de tubulação.
O que os padrões não dizem sobre o hidrogênio
Ultimamente, tem-se falado muito na indústria sobre o transporte de hidrogênio. Reaproveitar gasodutos existentes para hidrogénio, construindo nova infraestrutura de hidrogênio. E todo mundo está perguntando sobre tubos revestidos para serviço de hidrogênio.
Aqui está o que me mantém acordado. A fragilização por hidrogênio em materiais CRA é complexa, e os padrões ainda não alcançaram. Temos NACE MR0175/ISO 15156 para serviço azedo, mas o serviço de hidrogénio é diferente. pressões mais altas, diferentes mecanismos de dano.
Estou envolvido com um projeto conjunto da indústria neste momento – não sei dizer qual – analisando tubos revestidos para hidrogênio puro em 100 barra mais. As primeiras indicações são de que algumas de nossas suposições sobre os materiais do revestimento estão erradas. Especificamente, ligas de níquel que pensávamos serem imunes? Nem tanto. Há efeitos de hidrogênio na interface de ligação que não previmos.
Se você estiver especificando tubo revestido para hidrogênio, e alguém lhe diz com segurança que “todos os padrões dizem que está tudo bem,” seja suspeito. Ainda estamos aprendendo. Solicite dados de teste. Peça referências. E construir uma margem de segurança.
O pesadelo da preparação da extremidade da solda
Aqui está algo que causa mais problemas de campo do que quase qualquer outra coisa. Como você termina o tubo revestido?
Você tem esse lindo cachimbo, ajuste de interferência perfeito, lindo furo liso. Então você precisa soldá-lo na próxima junta ou em uma conexão. E de repente você tem que lidar com o revestimento na extremidade da solda.
Existem basicamente quatro abordagens, e eu vi todos eles falharem quando feitos de maneira errada.
Método 1: Forro exposto. Você cortou os dois canos, deixando o forro saliente. Então você solda os tubos externos de aço carbono juntos, e então você solda uma peça de fechamento entre os revestimentos. Isto lhe dá uma superfície CRA contínua. É lindo quando bem feito. Mas é lento, requer soldadores altamente qualificados, e você precisa gerenciar o ajuste perfeitamente. Já vi mais do que algumas falhas de campo onde a solda do fechamento quebrou porque alguém errou na folga.
Método 2: Sobreposição de soldagem. Você solda a junta de aço carbono primeiro, então você entra e solda o aço carbono exposto com metal de adição CRA. Isso é mais rápido, mais indulgente com questões de ajuste. Mas agora você tem uma transição do revestimento original para a camada de solda. Se essa transição não for tranquila, você tem uma fenda. E as fendas são onde a corrosão começa.
Método 3: Extremidades de solda revestidas. Alguns fabricantes fornecem tubos com uma transição revestida integral nas extremidades. Os últimos 50 mm ou mais do tubo são, na verdade, revestidos metalurgicamente, em vez de revestidos mecanicamente.. Você solda o aço carbono, e a extremidade revestida protege a área de solda. Esta é minha abordagem preferida para serviços críticos. Custa mais adiantado, mas economiza uma fortuna em tempo de soldagem em campo.
Método 4: Mangas internas. Você solda o aço carbono, então você insere uma luva CRA separada que abrange a junta e a sela e solda em ambas as extremidades. Isso é comum em situações de retrofit. Mas agora você tem duas soldas de vedação circunferenciais por junta, e cada um deles é um caminho de vazamento potencial.
Tive um projeto no Mar do Norte onde o empreiteiro decidiu economizar dinheiro usando revestimentos expostos com soldadores não qualificados. Primeiro teste de pressão, tivemos vazamentos em 30% das articulações. O retrabalho custou três vezes o que a soldagem de sobreposição adequada teria custado antecipadamente.
A armadilha da inspeção
Aqui está outro. Como você inspeciona tubos revestidos mecanicamente após a instalação?
Você não pode simplesmente administrar um porco inteligente padrão. A maioria das ferramentas de inspeção são projetadas para tubos de parede sólida. Eles medem a espessura da parede ou procuram perda de metal. Mas em tubo forrado, você tem duas camadas, e a ligação entre eles não é magnética ou ultrassônica de uma forma simples.
Trabalhei com um operador de duto há alguns anos que executou uma ferramenta padrão de vazamento de fluxo magnético através de seu tubo revestido. A ferramenta relatou “perda de parede” em vários locais. Eles desenterraram o cano, cortar seções, e não encontrei nada. A ferramenta estava vendo a interface entre o revestimento e o tubo externo como um defeito.
O que você realmente precisa é de ferramentas ultrassônicas especializadas que possam discriminar entre as camadas. E mesmo assim, você está procurando principalmente por descolamento ou empenamento do revestimento, não corrosão tradicional. O mundo da inspeção ainda não alcançou totalmente a tecnologia de tubos revestidos.
Se você estiver colocando um tubo revestido em um local crítico onde precisará de monitoramento contínuo de integridade, pense nisso antecipadamente. Você pode executar as ferramentas de inspeção necessárias? O pipeline foi projetado para o acesso à ferramenta? Ou você vai ficar adivinhando sobre a condição do revestimento em 10 anos?
A história pessoal que mudou minha mente
Deixe-me contar sobre um trabalho na África Ocidental. Projeto em águas profundas, operador de grande nome, todos os recursos de engenharia que você possa imaginar. Eles especificaram um tubo revestido com 825 para uma linha de fluxo que transporta calor, produção azeda. Tudo parecia certo no papel.
Mas quando o primeiro lote de tubos chegou, nossa equipe de inspeção notou algo estranho. A superfície do revestimento apresentava um leve padrão de descoloração. Quase como marcas d’água. O fabricante disse que era apenas marcas de manuseio, não é grande coisa.
Eu voei para ver sozinho. Levei um testador de dureza portátil ao revestimento em cerca de 50 locais. A dureza era consistente, o que foi bom. Mas eu ainda não gostei dessas marcas.
Acabamos cortando uma amostra de um dos “suspeito” tubos e enviando para metalografia. O que descobrimos foi surpreendente. Durante o processo de expansão hidráulica, houve alguma contaminação no fluido de pressurização. Partículas microscópicas estavam incrustadas na superfície do revestimento. Nada que tenha afetado o desempenho contra corrosão no curto prazo. Mas em um ambiente com alto teor de cloreto, ambiente de alta temperatura? Essas partículas incorporadas poderiam se tornar locais de iniciação para corrosão.
Rejeitamos todo o lote. O fabricante ficou furioso. O cronograma do projeto foi atingido. Mas três anos depois, quando esse campo ficou online e começou a produzir, Recebi uma ligação do gerente de integridade da operadora. Eles tiveram alguns problemas de corrosão em outras partes da instalação, mas o tubo forrado? Perfeito. Nem um único poço.
Essa experiência me ensinou algo. A diferença entre um bom tubo revestido e um ótimo tubo revestido nem sempre está nas especificações. Está no controle do processo. Está na limpeza. Está na atenção aos detalhes durante a fabricação.
A questão do custo que ninguém responde honestamente
As pessoas me perguntam o tempo todo: “Quanto mais barato é o tubo revestido mecanicamente do que o CRA sólido?”
A resposta honesta é: depende, e qualquer um que lhe der um único número está mentindo.
Para uma programação padrão de 12 polegadas 40 tubo em 316L, tubo revestido pode ser 40% mais barato que 316L sólido. Mas para um tubo de parede pesada de 20 polegadas 625, a poupança pode ser 70% ou mais. Quanto mais espesso for o suporte de aço carbono, quanto mais você economiza, porque você está substituindo uma liga cara por aço carbono barato.
Mas aqui está a armadilha. Os custos de instalação são diferentes. Soldar tubo revestido leva mais tempo. A inspeção é mais complicada. Conexões e flanges precisam de atenção especial. Portanto, a sua relação de custo instalado pode ser diferente da sua relação de custo de material.
Eu sempre digo aos clientes para fazerem uma comparação do custo total instalado, não apenas uma comparação de custos de materiais. E leve em consideração o custo de uma falha potencial. Para um baixo risco, linha de injeção de água de baixa temperatura, tubo revestido é um acéfalo. Para uma temperatura alta, linha de gás ácido de alta pressão com acesso limitado para reparo, talvez o CRA sólido comece a parecer atraente novamente.
O futuro e por que estou preocupado
Eu vou ser honesto com você. A indústria de tubos revestidos está enfrentando alguns desafios neste momento.
Primeiro, disponibilidade de matéria-prima. O mercado de ligas de níquel tem sido volátil há anos. Prazos de entrega para 825 e 625 estão se esticando. Alguns projetos estão esperando 12 meses ou mais para materiais de revestimento. Isso está empurrando as pessoas para alternativas menos adequadas ou para fornecedores com qualidade questionável.
Segundo, escassez de habilidades. As pessoas que realmente entendem de tubos revestidos – a metalurgia, a fabricação, os modos de falha - estão se aposentando. Eu sou 58, e sou um dos caras mais jovens na comunidade de análise de falhas. O conhecimento institucional está saindo pela porta, e não tenho certeza se a próxima geração está pronta para pegá-lo.
Terceiro, a questão do hidrogênio. Se o transporte de hidrogênio decolar como todos prevêem, precisaremos de enormes quantidades de tubos revestidos. Mas ainda não entendemos totalmente o desempenho a longo prazo. Existem programas de pesquisa acontecendo, mas eles levam tempo. Estou preocupado que a pressão comercial ultrapasse o entendimento técnico.
E quarto, o aperto de qualidade. Existem fabricantes por aí cortando atalhos. Usando materiais de revestimento de qualidade inferior, reduzindo as pressões de expansão, ignorando verificações de qualidade. Eles escapam impunes porque o tubo passa na inspeção inicial. mas 5 anos na estrada, alguém terá um problema muito caro.
Minhas regras básicas
Depois 22 anos, Eu resumi isso em algumas regras simples. Eles não substituirão a engenharia adequada, mas eles vão mantê-lo longe de problemas enquanto você faz a engenharia adequada.
Regra 1: Se você não conseguir calcular a pressão de contato mínima em todas as condições esperadas, você não terminou o design.
Regra 2: A espessura do revestimento é a tolerância à corrosão. Se você especificar 2,5 mm, é isso que você ganha. Não presuma que você tem margem.
Regra 3: As extremidades da solda são o ponto fraco. Gaste dinheiro lá.
Regra 4: Se o preço for bom demais para ser verdade, alguém está pulando alguma coisa.
Regra 5: Fale com as pessoas que fizeram o cachimbo, não apenas o representante de vendas. Pergunte sobre o controle do processo. Pergunte sobre suas taxas de rejeição. Pergunte sobre a última investigação de falha.
Regra 6: Para serviços críticos, corte e teste pelo menos uma junta de produção antes de aceitar o lote inteiro. É um seguro barato.
Um exemplo recente que me mantém humilde
Ano passado, Fui consultor em um projeto no Oriente Médio. Campo de gás gigante, alto CO₂, H₂S moderado, temperaturas em torno de 120°C. O cliente especificou tubo revestido com 825, 3forro mm, tudo parecia bem.
Mas durante a revisão detalhada do projeto, eu notei algo. O gasoduto tinha vários trechos que seriam instalados por meio de enrolamento. O tubo seria enrolado em um grande tambor, transportado, então endireitado durante a instalação.
Ninguém verificou o que essa curvatura causa na pressão de contato do revestimento.
Executamos alguns FEA rápidos. Durante a cambalhota, as deformações compressivas no interior da curva foram altas o suficiente para causar empenamento local da camisa na condição de fabricação. Não durante a operação – durante a instalação.
Acabamos requalificando o tubo com um revestimento mais grosso e um processo de expansão modificado para aumentar a pressão de contato inicial. Adicionou custo e cronograma. Mas se não tivéssemos pego, aquele tubo teria revestimentos soltos antes mesmo de chegar ao fundo do mar.
O ponto é, tubo revestido não é apenas uma seleção de material. É um sistema. Você tem que pensar em cada fase de sua vida: fabrico, transporte, Instalação, operação, Inspeção. Cada fase impõe cargas diferentes naquela ligação mecânica.
O resultado final
Tubo revestido mecanicamente é uma solução brilhante quando aplicado corretamente. Isso economizou bilhões de dólares para a indústria em comparação com um CRA sólido. Possibilitou projetos que de outra forma seriam economicamente impossíveis.
Mas não é mágica. Não é um substituto para entender o que você está fazendo. A ligação entre o revestimento e o tubo externo é mecânica, não metalúrgico. Tem limites. Possui modos de falha. Exige respeito.
Diagramas de análise técnica para seleção de tubos revestidos mecanicamente
Desalinhamento da gaiola de âncora: Antes vs Depois de Verter
Isto é o que continua acontecendo quando você não usa um modelo top. A gaiola muda durante a colocação do concreto.
VISUALIZAÇÃO DO PLANO - TOPO DA FUNDAÇÃO
(OLHANDO PARA BAIXO)
POSIÇÃO DESEJADA POSIÇÃO REAL
(Spec: ±1/8" Tolerância) (O que encontramos em SC: 1.5" mudança)
N N
| |
| |
W-----+-----E W-----+-----E
| | X
| | X
S S X
XXX
Cage shifted SE
ANCHOR BOLT CIRCLE
(12 padrão de parafuso mostrado simplificado)
Desejado: ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Found: ○ ○ ○ ○ ○ ○ ○ ○ ○ X X X X
(3 parafusos fora de posição)
A matemática sobre isso? Excentricidade e = 1.5 polegadas. Em um monopolo de 120 pés, que a excentricidade cria um momento adicional:
Onde P é a carga vertical. Para um peso de torre de 50 kip, isso é um extra 6,250 pés-lbs de flexão na base para a qual ninguém projetou. A torre nunca fica reta. Nasce inclinado.
Medição de Plumbidade: A verificação de três faces
A maioria das equipes verifica pelos dois lados. Em uma torre triangular, isso não é suficiente. Aqui está o porquê:
SEÇÃO A-A ATRAVÉS DA TORRE
(OLHANDO DE CIMA PARA BAIXO)
Rosto A
/\
/ \
/ \
/ \
/ \
/ \
/ \
/ \
\ /
\ /
\ /
\ /
\ /
\ /
\ /
\/
Face C Face B
MEASUREMENT POINTS:
Posições do teodolito em intervalos de 120°:
Posição 1: Sight along Face A
Position 2: Girar 120°, sight along Face B
Position 3: Girar 120°, sight along Face C
DEFLECTION READINGS (polegadas no topo):
Torre "A" (Parece direto dos dois lados):
Rosto A: +1.0" (inclina-se para o norte)
Rosto B: +0.5" (inclina-se para NE)
Rosto C: -1.5" (inclina-se SW) ← Problema!
Deflexão média = (1.0 + 0.5 - 1.5)/3 = 0.0
Mas desvio máximo = 1.5" → Twist present
Tower "b" (Na verdade direto):
Rosto A: +0.2"
Rosto B: +0.1"
Rosto C: -0.3"
Média = 0.0, máximo = 0.3" ✓
A torção na Torre A coloca torção em todas as conexões. Os parafusos na face C estão sofrendo mais cisalhamento do que o projetado. Isso é uma falha de fadiga esperando para acontecer.
Método de virar a noz: Progressão da tensão do parafuso
Isto é o que acontece dentro de um parafuso quando você o aperta corretamente:
TENSÃO DO PARAFUSO vs.. ROTAÇÃO DA PORCA (Para parafuso A325, 3/4" diâmetro x 4" longo) Tension ^ | X <-- Final: 1/3 vez | X (~ 28.000 libras) | X | X | X | X | X | X | X | X | X | X | X | X | X |X <-- Aconchegante (~ 1.000 libras) +------------------------------------> Rotação 0 1/8 1/4 3/8 1/2 5/8 3/4 (voltas) COMO É A CHAVE: Aconchegante: "Contato... um pouco mais..." 1/8 vez: "Ficando firme..." 1/4 vez: "Isso está exigindo esforço..." 1/3 vez: "GRUNHIDO. Okey, that's done." ZONA DE PERIGO (Torque excessivo): 1/2 vez: "Por que está ficando mais fácil? Oh merda--" (Rendimentos dos parafusos, alongamento permanente, força de fixação reduzida)
A chave dinamométrica está. temperatura, lubrificação, condição da rosca – tudo afeta o torque. Mas esticar é esticar. O método turn-of-nut não se preocupa com o atrito.
Movimento Térmico do Cabo: Por que você precisa de loops de serviço
A mudança de temperatura faz com que os cabos se expandam e contraiam. Isto é o que acontece quando você não permite:
PASSAGEM DE CABO VERTICAL - 100 ALTURA PÉS
(Posição inverno vs verão)
Conector superior Conector superior
| |
| |
| Inverno (-20° F) | Verão (+100° F)
| Cabo encurtado | Cabo alongado
| |
| |
| |
| ___/ Serviço
| / laço
| / ocupa
| / folga
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
|/
Bottom Connector Bottom Connector
CABLE LENGTH CHANGE:
ΔL = L × α × ΔT
For L = 100 pés = 1200 inches
α (Cobre) ≈ 9.4 × 10⁻⁶ /°F
ΔT = 120°F (de -20°F a +100°F)
ΔL = 1200 × 9.4e-6 × 120 = 1.35 inches
Without service loop: Que 1.35 polegadas puxa o conector.
Com circuito de serviço: Loop abre/fecha, conector permanece colocado.
O site do Arizona que mencionei? Eles não tinham loops. Noite de inverno, -20°F onda de frio (cru, mas aconteceu). Cabos encolheram 1.5 polegadas. Tirei três conectores das tomadas. Silêncio de rádio em 3 SOU. O cliente não ficou feliz.



Você deve ser logado postar um comentário.