

El arte de escoger tuberías revestidas mecánicamente: Lo que no te dicen en los folletos
Mirar, He estado en este juego por 22 años. Comenzó como inspector de taller en ’02, Me abrí camino a través del control de calidad., Pasó una década en el análisis de fallas., y ahora soy el tipo al que llaman cuando un proyecto de mil millones de dólares está a punto de especificar la tubería equivocada. lo he visto mecanicamente ALINEADO DE TUBERÍA ahorrar presupuestos, y lo he visto fracasar catastróficamente porque alguien en una oficina de adquisiciones eligió la opción más barata sin entender lo que realmente estaba comprando..
Déjame decirte algo directo. La diferencia entre una mecánica ALINEADO DE TUBERÍA eso dura 30 años y uno que comienza a deslaminarse después 18 meses? Rara vez se trata de las materias primas.. Se trata de entender qué diablos le estás pidiendo realmente a la tubería que haga..
Por qué existen tuberías revestidas mecánicamente
A mediados de los 90, Estaba trabajando en un proyecto del Mar del Norte.. Teníamos esta línea de flujo de 16 pulgadas, dúplex sólido, costó una fortuna absoluta. El cliente estaba feliz., estábamos felices, todos se fueron a casa con bonos. Entonces el precio del níquel se disparó., y de repente la tubería CRA sólida se volvió económicamente una locura para el transporte de larga distancia.
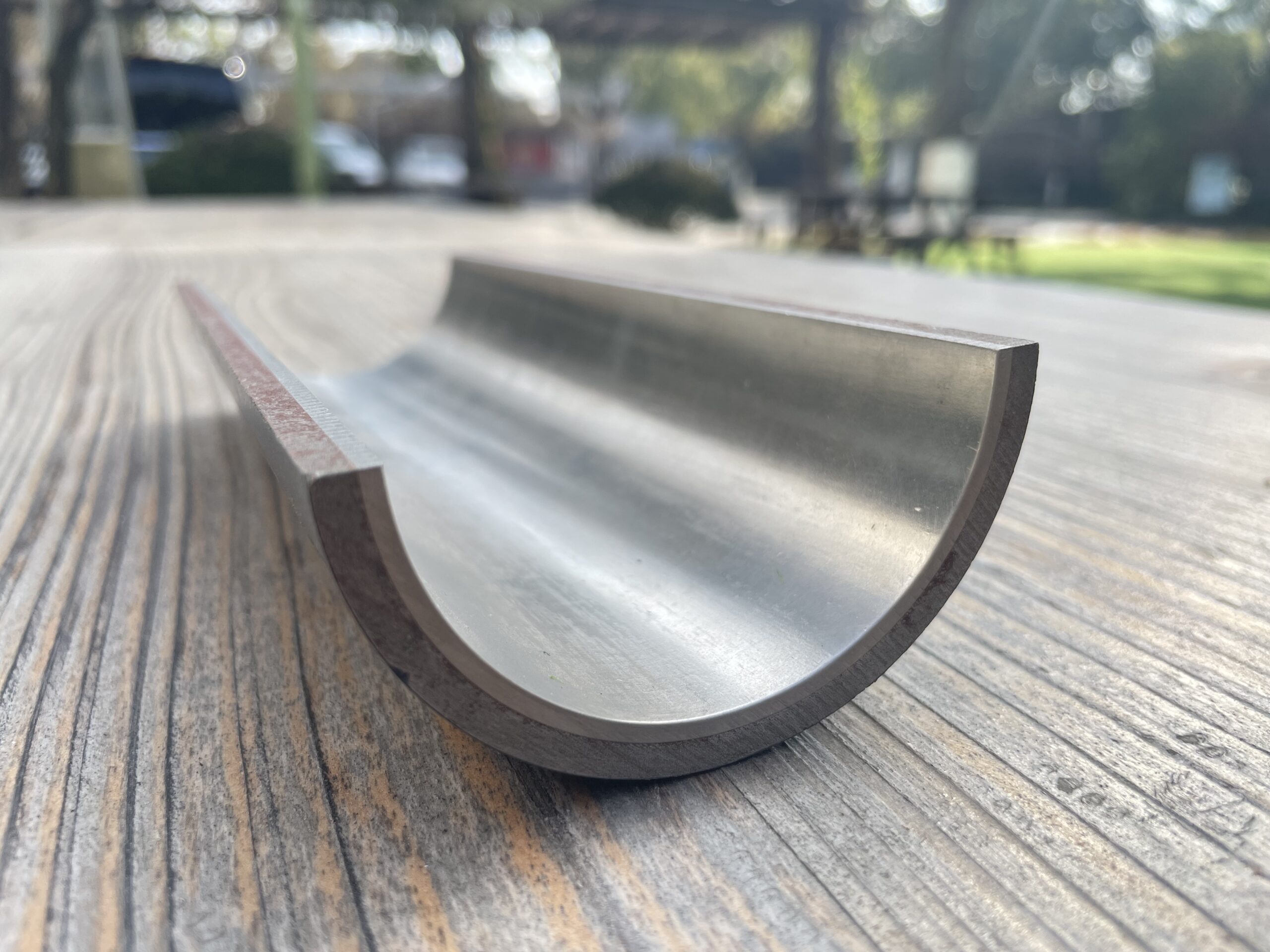
Aquí está la cosa. No es necesario que todo el espesor de la pared sea resistente a la corrosión.. Solo necesitas una barrera. El acero al carbono te da la fuerza y la contención de presión.. El fino revestimiento CRA (normalmente de 2 mm a 3 mm) se encarga de las cosas desagradables.. Esa es toda la premisa. Pero mecánicamente ALINEADO DE TUBERÍA no es tubería revestida, y si no entiendes esa distinción, vas a tener un mal dia.
tubo revestido? Esa es la unión metalúrgica.. Fusión. Estás hablando de unión por rodillos o revestimiento contra explosiones, donde el revestimiento y el acero de respaldo se convierten en un material continuo en la interfaz.. Es hermoso cuando se hace bien, pero es caro y lleva mucho tiempo fabricarlo..
La tubería revestida mecánicamente es diferente.. Estamos tomando una tubería CRA, deslizándolo dentro de un tubo exterior de acero al carbono, y luego expandir todo el conjunto para que el revestimiento presione contra el tubo exterior con suficiente presión de contacto residual para que permanezca en su sitio.. Es un ajuste de interferencia mecánica.. Sin fusión. solo fisica.
Y aquí es donde la mayoría de los ingenieros se equivocan. Miran una hoja de especificaciones., Ver “ALINEADO DE TUBERÍA,” y asumir que se comporta como CRA sólido. no lo hace. Ni siquiera cerca.3

La pregunta fundamental que nadie hace
Cuando un director de proyecto viene a mí y me dice “Necesitamos tubería revestida para una aplicación de servicio amargo.,” mi primera pregunta es siempre la misma.
que temperatura?
No es la temperatura de diseño del diagrama de flujo del proceso.. La temperatura de funcionamiento real. Las temperaturas transitorias. Las temperaturas de cierre. Las tasas de enfriamiento.
Porque la tubería revestida mecánicamente vive y muere por expansión térmica diferencial.
Aquí están las matemáticas que me mantienen despierto por la noche.. Carbon steel has a thermal expansion coefficient around 11.7 × 10⁻⁶ /°C. Su típico revestimiento 316L? Eso es aproximadamente 16.0 × 10⁻⁶ /°C. Entonces, cuando calientas la tubería, el revestimiento quiere expandirse más que el tubo exterior. Eso aumenta tu presión de contacto.. bueno, bien?
Pero cuando se enfría, digamos durante una parada en un invierno en el Mar del Norte o en una operación de arenas petrolíferas canadienses, el revestimiento se encoge más.. Si bajas la temperatura lo suficiente, ese ataque de interferencia desaparece. Ahora tienes un forro suelto. Y una línea suelta es una línea muerta.
Tenía un trabajo en Kazajstán en ’08. Hermoso diseño, todo especificado perfectamente en papel. Pero nadie pensó en las paradas invernales de -40°C seguidas de una rápida inyección de fluidos producidos a 80°C.. Primer ciclo térmico, el forro se dobló. Arrugado como la rodilla de un elefante. Tuve que cortar 3 kilómetros de tubería y empezar de nuevo.
la lección? Debe calcular su presión mínima de contacto para cada temperatura esperada.. No sólo en estado estacionario. Cada condición transitoria.
Déjame darte el cálculo aproximado que utilizamos para la evaluación inicial.. La presión de contacto residual a la temperatura T es:
Ordenador personal(T) =P_0 + [ (un_liner – α_cs) × (T – T_instalar) × E_liner × t_liner ] / D
dónde:
-
P_0 es su presión de contacto inicial después de la fabricación
-
α son los coeficientes de expansión térmica
-
E_liner es el módulo del material del revestimiento.
-
t_liner es el espesor del revestimiento
-
D es el diámetro nominal
Si ese número se vuelve negativo en cualquier punto de su envolvente operativo, tienes problemas. Punto final. no pases vete, no recoger $200.
La variable de fabricación que lo cambia todo
Aquí hay algo que no verá en los folletos de ventas.. ¿Cómo expanden realmente la tubería??
Básicamente, existen dos escuelas de pensamiento en la industria.. Expansión hidráulica y expansión mecánica.. He trabajado con ambos. He solucionado fallos de ambos.. Y tengo opiniones fuertes.
La expansión hidráulica es lo que utilizamos en nuestras instalaciones.. Sellas los extremos del conjunto forrado., llenar el anillo con agua (o a veces aceite), y presurizarlo al máximo. estamos hablando 400 a 900 barra según el tamaño y el espesor de la pared. El tubo se expande plásticamente., y cuando sueltas la presión, El acero al carbono retrocede más que el revestimiento., dejando esa presión de contacto residual que mencioné antes.
la ventaja? Expansión uniforme. Toda la longitud de la tubería sufre la misma presión al mismo tiempo.. Su distribución de presión de contacto es increíblemente consistente.
La desventaja? efectos finales. Los últimos 100 mm aproximadamente en cada extremo del tubo no se expanden igual debido a las disposiciones de sellado.. O cortas esos extremos o los tienes en cuenta en tu diseño..
La expansión mecánica utiliza un cerdo o un mandril que se tira o empuja a través del conjunto., estirar mecánicamente la tubería a medida que avanza. Algunos de nuestros competidores confían en ello.. Tiempos de ciclo más rápidos, menos equipo, sin manejo de agua.
Pero esto es lo que he visto en el análisis de fallas.. La expansión mecánica puede dejar variaciones circunferenciales.. La tubería se expande, relaja, y a veces se obtienen estas sutiles ondas: variaciones microscópicas en la presión de contacto alrededor de la circunferencia.. En funcionamiento normal, bien. Pero si estás haciendo ciclos de temperatura o presión, esas variaciones se convierten en puntos de iniciación para la fatiga o la inquietud..
No estoy diciendo que la expansión mecánica sea incorrecta.. Algunos de mis mejores amigos fabrican tuberías expandidas mecánicamente.. Pero para servicios críticos: aguas profundas, temperatura alta, amargo severo: especifico el sistema hidráulico cada vez.
La mesa que nadie te muestra
Mantengo una hoja de cálculo en mi computadora portátil. Lo actualicé la semana pasada después de revisar algunos datos de fallas de Medio Oriente.. Aquí está la versión simplificada de cómo pienso sobre la selección del material del revestimiento..
| Condición de servicio | Material del revestimiento | Espesor mínimo | Temperatura máxima | Costo relativo | la captura |
|---|---|---|---|---|---|
| Suavemente amargo, dulce servicio, inyección de agua | 316L | 2.5mm | 250° C | 1.0 | Los cloruros lo matarán por encima de 60°C. |
| amargo moderado, algunos cloruros | 904L | 2.5mm | 300° C | 1.8 | La soldadura es complicada, necesita un procedimiento cuidadoso |
| Alto H₂S, altos cloruros, temperatura moderada | 825 | 2.5mm | 350° C | 2.4 | La disponibilidad empeora cada año |
| Extremadamente amargo, alta temperatura, azufre elemental | 625 | 3.0mm | 400° C | 3.2 | Preocupaciones por la fragilidad del hidrógeno en el revestimiento |
| espacios reducidos, sensible al peso | 2205 | 2.0mm | 200° C | 1.5 | Menos dúctil durante la expansión. |
| inyección de agua de mar, Baja temperatura | 316L | 3.0mm | 80° C | 1.0 | El MIC puede ser un problema, considere la adición de Cu |
Eso “atrapar” columna? Eso es lo que sólo se aprende viendo fallar las tuberías.. Déjame desempacar un par.
La trampa de cloruro 316L
Todo el mundo ama el 316L. es barato, esta disponible, cada fabricante sabe soldarlo. Pero he perdido la cuenta de la cantidad de fallas que he visto en las que alguien colocó una tubería revestida con 316L en un servicio de cloruro caliente porque “la temperatura es de sólo 80°C.”
Aquí está el problema. Que 80°C es la temperatura del fluido a granel. Pero justo en la pared de la tubería, especialmente si tiene incrustaciones o depósitos, la temperatura de la superficie puede ser mayor. Y si alguna vez haces un vapor para limpiar? De repente estás a 130°C o más. Al agrietamiento por corrosión bajo tensión de cloruro no le importa su base de diseño. Se preocupa por lo que realmente sucede..
Tuve un caso en una refinería de 东南亚, lo siento., No puedo nombrar al cliente, donde utilizaron tuberías revestidas de 316L para un servicio de agua producida.. El diseño decía 75°C máx.. Pero había una sección aguas abajo de una válvula de bajada donde el flasheo provocaba un calentamiento localizado.. Nada importante, tal vez 95°C en la pared. Seis meses después, Estábamos sacando pequeñas grietas de cada segunda articulación.. Todo el lote tuvo que ser desechado..
Si tienes cloruros y estás por encima de 60°C, Voy a empujarte hacia 904L o 825. Sí, cuesta mas. Pero cuesta menos que reemplazar 5 kilómetros de tubería.
Lo que las normas no dicen sobre el hidrógeno
Últimamente se ha hablado mucho en la industria sobre el transporte de hidrógeno.. Reutilización de gasoductos existentes para hidrógeno, construyendo nueva infraestructura de hidrógeno. Y todos preguntan por tubería revestida para servicio de hidrógeno.
Aquí está lo que me mantiene despierto. La fragilización por hidrógeno en materiales CRA es compleja, y los estándares aún no se han puesto al día. Contamos con NACE MR0175/ISO 15156 para servicio amargo, pero el servicio de hidrógeno es diferente. presiones más altas, diferentes mecanismos de daño.
Estoy involucrado en un proyecto industrial conjunto en este momento, no puedo decir cuál, buscando tuberías revestidas para hidrógeno puro en 100 barra más. Los primeros indicios son que algunas de nuestras suposiciones sobre los materiales del revestimiento son erróneas.. Específicamente, aleaciones de níquel que pensábamos que eran inmunes? No tanto. Hay efectos del hidrógeno en la interfaz del enlace que no predijimos.
Si especifica tubería revestida para hidrógeno, y alguien te dice confiadamente que “todos los estándares dicen que está bien,” sospechar. Todavía estamos aprendiendo. Solicite datos de prueba. Pide referencias. Y crear un margen de seguridad.
La pesadilla de la preparación del extremo de la soldadura
Aquí hay algo que causa más problemas de campo que casi cualquier otra cosa.. ¿Cómo se termina la tubería revestida??
Tienes esta hermosa pipa., ajuste de interferencia perfecto, precioso y liso ánima. Luego hay que soldarlo a la siguiente junta o a un accesorio.. Y de repente tienes que lidiar con el revestimiento en el extremo de la soldadura..
Básicamente existen cuatro enfoques., and I’ve seen all of them fail when done wrong.
Método 1: Forro expuesto. Cortaste ambas tuberías, dejando el revestimiento sobresaliendo. Luego sueldas los tubos exteriores de acero al carbono., y luego sueldas una pieza de cierre entre los revestimientos. Esto le proporciona una superficie CRA continua.. Es hermoso cuando se hace bien. pero es lento, requiere soldadores altamente capacitados, y tienes que gestionar el ajuste a la perfección. He visto más de unas pocas fallas en el campo donde la soldadura de cierre se rompió porque alguien se equivocó en el espacio..
Método 2: Recubrimiento de soldadura. Primero sueldas la junta de acero al carbono., luego ingresa y suelda el acero al carbono expuesto con metal de aportación CRA.. esto es mas rapido, más indulgente con los problemas de ajuste. Pero ahora tiene una transición del revestimiento original a la capa de soldadura.. Si esa transición no es fluida, tienes una grieta. Y las grietas son donde comienza la corrosión..
Método 3: Extremos de soldadura revestidos. Algunos fabricantes suministran tuberías con una transición revestida integral en los extremos.. Los últimos 50 mm aproximadamente de la tubería están en realidad revestidos metalúrgicamente en lugar de revestidos mecánicamente.. Sueldas el acero al carbono., y el extremo revestido protege el área de soldadura. Este es mi enfoque preferido para servicios críticos.. Cuesta más por adelantado, pero ahorra una fortuna en tiempo de soldadura en campo..
Método 4: Mangas internas. Sueldas el acero al carbono., luego inserta una funda CRA separada que abarca la junta y la sella y la suelda en ambos extremos.. Esto es común en situaciones de modernización.. Pero ahora tiene dos soldaduras de sellado circunferenciales por unión., y cada uno es un camino potencial de fuga.
Tenía un proyecto en el Mar del Norte donde el contratista decidió ahorrar dinero usando revestimientos expuestos con soldadores no calificados.. Primera prueba de presión, we had leaks at 30% de las articulaciones. El retrabajo costó tres veces lo que habría costado una soldadura de recubrimiento adecuada por adelantado..
La trampa de la inspección
Aquí hay otro. ¿Cómo se inspeccionan las tuberías revestidas mecánicamente después de la instalación??
No se puede simplemente ejecutar un cerdo inteligente estándar. La mayoría de las herramientas de inspección están diseñadas para tuberías de pared sólida.. Miden el espesor de la pared o buscan pérdidas de metal.. Pero en tubería revestida, tienes dos capas, y el enlace entre ellos no es magnético ni ultrasónico de forma sencilla.
Hace unos años trabajé con un operador de tuberías que utilizó una herramienta estándar para fugas de flujo magnético a través de su tubería revestida.. La herramienta informó “pérdida de pared” en múltiples ubicaciones. desenterraron la tubería, cortar secciones, y no encontré nada. La herramienta veía la interfaz entre el revestimiento y el tubo exterior como un defecto..
Lo que realmente necesita son herramientas ultrasónicas especializadas que puedan discriminar entre las capas.. Y aun así, lo que busca principalmente es desprendimiento o pandeo del revestimiento, corrosión no tradicional. El mundo de la inspección aún no se ha puesto al día con la tecnología de tuberías revestidas.
Si va a colocar una tubería revestida en una ubicación crítica donde necesitará un monitoreo continuo de la integridad, piensa en esto desde el principio. ¿Puede ejecutar las herramientas de inspección que necesitará?? ¿Está la tubería diseñada para el acceso a la herramienta?? ¿O vas a estar adivinando sobre la condición del revestimiento en 10 años?
La historia personal que cambió mi opinión
Déjame contarte sobre un trabajo en África Occidental.. Proyecto de aguas profundas, operador de renombre, Todos los recursos de ingeniería que puedas imaginar.. Habían especificado una tubería revestida 825 para una línea de flujo que transportaba agua caliente., producción agria. Todo parecía correcto sobre el papel.
Pero cuando llegó el primer lote de pipas, nuestro equipo de inspección notó algo extraño. La superficie del revestimiento tenía un patrón de ligera decoloración.. Casi como marcas de agua. El fabricante dijo que solo estaba manejando marcas., no es gran cosa.
Salí volando para verlo yo mismo.. Llevé un probador de dureza portátil al revestimiento en aproximadamente 50 ubicaciones. La dureza fue consistente, lo cual fue bueno. Pero todavía no me gustaron esas marcas..
Terminamos cortando una muestra de uno de los “sospechar” Tuberías y envío para metalografía.. Lo que encontramos fue sorprendente.. Durante el proceso de expansión hidráulica, Había habido cierta contaminación en el fluido presurizado.. Se habían incrustado partículas microscópicas en la superficie del revestimiento.. Nada que afectara el comportamiento frente a la corrosión a corto plazo.. Pero en un ambiente con alto contenido de cloruro, ambiente de alta temperatura? Esas partículas incrustadas podrían convertirse en sitios de iniciación para las picaduras..
Rechazamos todo el lote.. El fabricante estaba furioso.. El calendario del proyecto se vio afectado. Pero tres años después, cuando ese campo entró en funcionamiento y comenzó a producir, Recibí una llamada del gerente de integridad del operador.. Habían tenido algunos problemas de corrosión en otras partes de las instalaciones., pero la tubería revestida? Perfecto. Ni un solo hoyo.
Esa experiencia me enseñó algo.. La diferencia entre una tubería con un buen revestimiento y una tubería con un excelente revestimiento no siempre está en las especificaciones. Está en el control del proceso.. esta en la limpieza. Está en la atención al detalle durante la fabricación..
La pregunta sobre el costo que nadie responde honestamente
La gente me pregunta todo el tiempo: “¿Cuánto más barata es la tubería revestida mecánicamente que la CRA sólida??”
La respuesta honesta es: Eso depende, y el que te da un solo numero miente.
Para un horario estándar de 12 pulgadas 40 tubería en 316L, tubería revestida podría ser 40% más barato que el 316L sólido. Pero para una tubería de pared gruesa de 20 pulgadas 625, los ahorros pueden ser 70% o más. Cuanto más grueso sea el respaldo de acero al carbono, cuanto más ahorras, porque estás reemplazando una aleación costosa con acero al carbono barato.
Pero aquí está la trampa. Los costos de instalación son diferentes.. La tubería revestida de soldadura lleva más tiempo. La inspección es más complicada. Los accesorios y bridas necesitan atención especial.. Por lo tanto, su relación de costo de instalación puede ser diferente de su relación de costo de material..
Siempre les digo a los clientes que hagan una comparación del costo total de instalación., no solo una comparación de costos de material. Y tenga en cuenta el costo de una posible falla. Para un riesgo bajo, línea de inyección de agua a baja temperatura, la tubería revestida es una obviedad. Para una temperatura alta, Línea de gas amargo de alta presión con acceso limitado para reparación., tal vez una CRA sólida comience a parecer atractiva nuevamente.
El futuro y por qué estoy preocupado
Voy a ser honesto contigo. La industria de los tubos revestidos enfrenta algunos desafíos en este momento.
Primero, disponibilidad de materia prima. El mercado de las aleaciones de níquel lleva años volátil. Plazos de entrega para 825 y 625 se están estirando. Algunos proyectos están esperando 12 meses o más para materiales de revestimiento. Eso está empujando a la gente hacia alternativas menos adecuadas o hacia proveedores con calidad cuestionable..
Segundo, escasez de habilidades. Las personas que realmente entienden las tuberías revestidas: la metalurgia, la fabricación, los modos de falla, se están retirando. Soy 58, y soy uno de los más jóvenes en la comunidad de análisis de fallas.. El conocimiento institucional está saliendo por la puerta, y no estoy seguro de que la próxima generación esté lista para captarlo.
Tercero, la cuestión del hidrógeno. Si el transporte de hidrógeno despega como todo el mundo predice, vamos a necesitar enormes cantidades de tubería revestida. Pero todavía no comprendemos completamente el desempeño a largo plazo.. Hay programas de investigación en marcha., pero toman tiempo. Me preocupa que la presión comercial supere la comprensión técnica..
y cuarto, el apretón de calidad. Hay fabricantes que toman atajos. Usar materiales de revestimiento de menor calidad, reducir las presiones de expansión, saltándose controles de calidad. Se salen con la suya porque la tubería pasa la inspección inicial.. pero 5 años en el camino, alguien va a tener un problema muy caro.
Mis reglas generales
Después 22 años, He reducido esto a algunas reglas simples.. No reemplazarán la ingeniería adecuada, pero te evitarán problemas mientras haces la ingeniería adecuada.
Regla 1: Si no puede calcular la presión de contacto mínima en cada condición esperada, no has terminado el diseño.
Regla 2: El espesor del revestimiento es su tolerancia a la corrosión.. Si especifica 2,5 mm, eso es lo que obtienes. No asumas que tienes margen.
Regla 3: Los extremos soldados son el punto débil. gastar dinero allí.
Regla 4: Si el precio es demasiado bueno para ser verdad., alguien se está saltando algo.
Regla 5: Habla con las personas que hicieron la pipa., no solo el representante de ventas. Pregunta por su control de procesos. Pregunte sobre sus tasas de rechazo.. Pregunte sobre su última investigación de fracaso..
Regla 6: Para servicio crítico, Corte y pruebe al menos una junta de producción antes de aceptar todo el lote.. Es un seguro barato.
Un ejemplo reciente que me mantiene humilde
El año pasado, Consulté sobre un proyecto en Medio Oriente.. Campo de gas gigante, CO₂ alto, H₂S moderado, temperaturas alrededor de 120°C. El cliente había especificado tubería revestida 825, 3mm de revestimiento, todo se veía bien.
Pero durante la revisión detallada del diseño, noté algo. El oleoducto contaba con varios tramos que se instalarían mediante bobinado.. La tubería se enrollaría en un tambor grande., transportado, luego enderezado durante la instalación.
Nadie había comprobado qué efecto tiene esa flexión en la presión de contacto del revestimiento..
Realizamos algunos FEA rápidos. durante el bobinado, las tensiones de compresión en el interior de la curva fueron lo suficientemente altas como para causar pandeo local del revestimiento en la condición de fabricación. No durante el funcionamiento, durante la instalación.
Terminamos recalificando la tubería con un revestimiento más grueso y un proceso de expansión modificado para aumentar la presión de contacto inicial.. Agregó costo y cronograma.. Pero si no lo hubiésemos pillado, Esa tubería habría tenido revestimientos sueltos incluso antes de llegar al fondo del mar..
El punto es, La tubería revestida no es sólo una selección de materiales.. es un sistema. Tienes que pensar en cada fase de su vida.: fabricación, transportación, Instalación, operación, Inspección. Cada fase impone diferentes cargas sobre esa unión mecánica..
La conclusión
La tubería revestida mecánicamente es una solución brillante cuando se aplica correctamente. Le ha ahorrado a la industria miles de millones de dólares en comparación con una CRA sólida.. Ha permitido proyectos que de otro modo habrían sido económicamente imposibles..
Pero no es magia. No sustituye la comprensión de lo que estás haciendo.. La unión entre el revestimiento y el tubo exterior es mecánica., no metalúrgico. tiene limites. Tiene modos de falla. Exige respeto.
Diagramas de análisis técnico para la selección de tuberías con revestimiento mecánico
Desalineación de la jaula del anclaje: Antes y después del vertido
Esto es lo que sigue sucediendo cuando no usas una plantilla superior. La jaula se desplaza durante la colocación del hormigón..
VISTA EN PLANTA - PARTE SUPERIOR DE LA FUNDACIÓN
(MIRANDO ABAJO)
POSICIÓN DESEADA POSICIÓN REAL
(Spec: ±1/8" Tolerancia) (Lo que encontramos en SC: 1.5" cambio)
norte norte
| |
| |
W-----+-----E W-----+-----E
| | X
| | X
S S X
XXX
Cage shifted SE
ANCHOR BOLT CIRCLE
(12 patrón de pernos mostrado simplificado)
Deseado: ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Found: ○ ○ ○ ○ ○ ○ ○ ○ ○ X X X X
(3 pernos fuera de posición)
Las matemáticas en esto? Excentricidad e = 1.5 pulgadas. En un monopolo de 120 pies, esa excentricidad crea un momento adicional:
Donde P es la carga vertical.. Para un peso de torre de 50 kips, eso es un extra 6,250 pies-libras de flexión en la base para la que nadie diseñó. La torre nunca se mantiene recta. Nace inclinado.
Medición de plomada: El control de las tres caras
La mayoría de las tripulaciones verifican desde dos lados.. En una torre triangular, eso no es suficiente. He aquí por qué:
TRAMO A-A POR TORRE
(MIRANDO DESDE ARRIBA)
Cara A
/\
/ \
/ \
/ \
/ \
/ \
/ \
/ \
\ /
\ /
\ /
\ /
\ /
\ /
\ /
\/
Face C Face B
MEASUREMENT POINTS:
Posiciones de teodolito a intervalos de 120°:
Posición 1: Sight along Face A
Position 2: Girar 120°, sight along Face B
Position 3: Girar 120°, sight along Face C
DEFLECTION READINGS (pulgadas en la parte superior):
Torre "A" (Mira directamente desde dos lados.):
Cara A: +1.0" (se inclina hacia el norte)
Cara B: +0.5" (se inclina NE)
Cara C: -1.5" (se inclina hacia el SO) ← Problema!
Deflexión promedio = (1.0 + 0.5 - 1.5)/3 = 0.0
Pero desviación máxima = 1.5" → Twist present
Tower "b" (realmente heterosexual):
Cara A: +0.2"
Cara B: +0.1"
Cara C: -0.3"
Promedio = 0.0, máximo = 0.3" ✓
La torsión en la Torre A pone torsión en cada conexión. Los pernos en la cara C están sufriendo más corte de lo diseñado. Eso es un fracaso por fatiga esperando a suceder.
Método de giro de tuerca: Progresión de la tensión de los pernos
Esto es lo que sucede dentro de un perno cuando lo aprietas correctamente:
TENSIÓN DE PERNO vs.. ROTACIÓN DE TUERCA (Para perno A325, 3/4" diámetro x 4" largo) Tension ^ | X <-- Final: 1/3 doblar | X (~28,000 libras) | X | X | X | X | X | X | X | X | X | X | X | X | X |X <-- Apretado (~1000 libras) +------------------------------------> Rotación 0 1/8 1/4 3/8 1/2 5/8 3/4 (vueltas) CÓMO SE SIENTE LA LLAVE: Apretado: "Contacto... un poquito más..." 1/8 doblar: "Poniéndose firme..." 1/4 doblar: "Esto requiere esfuerzo..." 1/3 doblar: "GRUÑIDO. Vale, that's done." ZONA DE PELIGRO (Sobre-torsionado): 1/2 doblar: "¿Por qué es cada vez más fácil?? Oh mierda--" (Rendimientos del perno, estiramiento permanente, fuerza de sujeción reducida)
La llave dinamométrica se encuentra. temperatura, lubricación, Condición de la rosca: todo afecta el torque.. Pero estirar es estirar. Al método de girar la tuerca no le importa la fricción.
Movimiento térmico del cable: Por qué necesita bucles de servicio
El cambio de temperatura hace que los cables se expandan y contraigan. Esto es lo que pasa cuando no lo permites:
PASO DE CABLES VERTICALES - 100 PIES DE ALTURA
(Posición invierno vs verano)
Conector superior Conector superior
| |
| |
| Invierno (-20F) | Verano (+100F)
| Cable acortado | Cable alargado
| |
| |
| |
| ___/ Servicio
| / bucle
| / ocupa
| / flojo
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
|/
Bottom Connector Bottom Connector
CABLE LENGTH CHANGE:
ΔL = L × α × ΔT
For L = 100 pies = 1200 inches
α (Cobre) ≈ 9.4 × 10⁻⁶ /°F
ΔT = 120°F (de -20°F a +100°F)
ΔL = 1200 × 9.4e-6 × 120 = 1.35 inches
Without service loop: Eso 1.35 pulgadas tira del conector.
Con bucle de servicio: El bucle se abre/cierra, el conector permanece puesto.
El sitio de Arizona que mencioné? No tenían bucles. noche de invierno, -20°F ola de frío (extraño, pero sucedió). Los cables se encogieron 1.5 pulgadas. Saqué tres conectores de las tomas. Silencio de radio en 3 SOY. El cliente no estaba contento.


Debes ser identificado introducir un comentario.