

Искусство выбора труб с механической футеровкой: О чем вам не рассказывают в брошюрах
Смотреть, Я был в этой игре уже 22 лет. Начинал с должности инспектора цеха еще в ’02, прошел путь через контроль качества, потратил десять лет на анализ отказов, и теперь я тот парень, которому звонят, когда проект стоимостью в миллиард долларов собирается выбрать не ту трубу. Я видел механически ВЫСТРОИЛИСЬ ТРУБЫ экономить бюджеты, и я видел, как это катастрофически терпело неудачу, потому что кто-то в отделе закупок выбрал самый дешевый вариант, не понимая, что они на самом деле покупают..
Позвольте мне сказать вам кое-что прямо. Разница между механическим ВЫСТРОИЛИСЬ ТРУБЫ это длится 30 лет и тот, который начинает расслаиваться после 18 месяцы? Редко речь идет о сырье. Речь идет о понимании того, что, черт возьми, вы на самом деле просите трубу сделать..
Почему вообще существуют трубы с механической футеровкой
Еще в середине 90-х, Я работал над проектом в Северном море.. У нас был этот 16-дюймовый поточный трубопровод., твердый дуплекс, стоит целое состояние. Клиент был счастлив, мы были счастливы, все пошли домой с бонусами. Тогда цена на никель зашкалила, и внезапно твердая труба CRA стала экономически безумной для транспортировки на дальние расстояния..
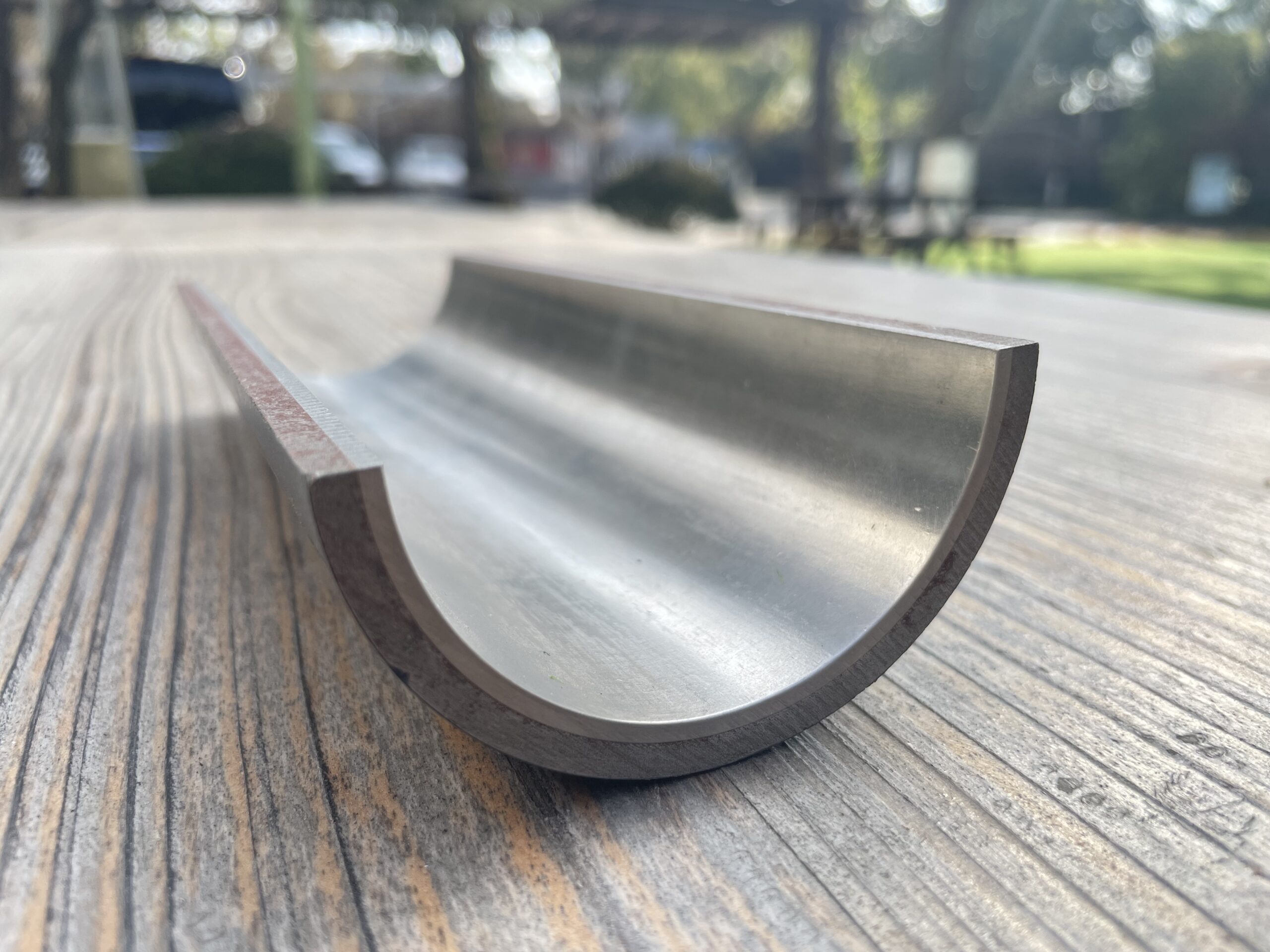
Вот в чем дело. Вам не нужна вся толщина стены, чтобы быть устойчивой к коррозии.. Вам просто нужен барьер. Углеродистая сталь обеспечивает прочность и выдерживает давление.. Тонкий вкладыш CRA — обычно толщиной от 2 до 3 мм — справляется с неприятными вещами.. Вот и вся предпосылка. Но механически ВЫСТРОИЛИСЬ ТРУБЫ не плакированная труба, и если вы не понимаете этого различия, у тебя будет плохой день.
Плакированная труба? Это металлургическая облигация. Слияние. Вы говорите о склеивании валками или наплавке взрывом, когда футеровка и стальная подложка становятся одним непрерывным материалом на границе раздела.. Красиво, когда все сделано правильно, но это дорого и на производство уходит вечность.
Механически футерованные трубы отличаются. Берем трубу CRA, вставить его внутрь внешней трубы из углеродистой стали, а затем расширяем всю сборку так, чтобы вкладыш прижимался к внешней трубе с достаточным остаточным контактным давлением, чтобы он оставался на месте. Это посадка с механическим натягом. Нет слияния. Просто физика.
И вот здесь большинство инженеров ошибаются. Они смотрят на спецификацию, Видеть “ВЫСТРОИЛИСЬ ТРУБЫ,” и предположим, что он ведет себя как твердый CRA. Это не так. Даже близко.3

Фундаментальный вопрос, который никто не задает
Когда ко мне приходит менеджер проекта и говорит “нам нужны футерованные трубы для эксплуатации в кислых средах,” мой первый вопрос всегда один и тот же.
Какая температура?
Не расчетная температура из технологической схемы. Фактическая рабочая температура. Переходные температуры. Температуры отключения. Скорость восстановления.
Потому что трубы с механической футеровкой живут и умирают из-за дифференциального теплового расширения..
Вот математика, которая не дает мне уснуть по ночам. Углеродистая сталь имеет коэффициент теплового расширения около 11.7 × 10⁻⁶ /°С. Типичный лайнер 316L? Это примерно 16.0 × 10⁻⁶ /°С. Поэтому, когда вы нагреваете трубу, вкладыш хочет расшириться больше, чем внешняя труба. Это увеличивает ваше контактное давление. Хорошая вещь, верно?
Но когда вы охлаждаете его — скажем, во время остановки зимой в Северном море или при эксплуатации канадских нефтеносных песков — лайнер сжимается сильнее.. Если вы понизите температуру достаточно сильно, эта посадка исчезает. Теперь у вас есть свободный лайнер. И свободный лайнер - мертвый лайнер.
Я работал в Казахстане еще в ’08. Красивый дизайн, все идеально указано на бумаге. Но никто не подумал о зимних остановках при температуре -40°C, за которыми последовала быстрая закачка добытой жидкости при температуре 80°C.. Первый термический цикл, лайнер прогнулся. Морщинистый, как колено слона. Пришлось вырезать 3 километров труб и начать сначала.
Урок? Вам необходимо рассчитать минимальное контактное давление при каждой ожидаемой температуре.. Не только стационарное состояние. Каждое переходное состояние.
Позвольте мне дать вам приблизительный расчет, который мы используем для первоначального отбора.. Остаточное контактное давление при температуре Т составляет:
П_к(Т) = P_0 + [ (a_liner – α_cs) × (Т – T_install) × E_liner × t_liner ] / D
где:
-
P_0 — ваше начальное контактное давление после изготовления.
-
α — коэффициенты теплового расширения
-
E_liner — модуль материала футеровки.
-
t_liner — толщина вкладыша
-
D — номинальный диаметр
Если это число становится отрицательным в любой точке вашего операционного диапазона, у тебя проблемы. Точка. Не проходи, иди, не собирай $200.
Производственная переменная, которая меняет все
Вот то, чего вы не увидите в рекламных проспектах. Как на самом деле расширяют трубу?
В отрасли существуют две основные школы мысли.. Гидравлическое расширение и механическое расширение. я работал с обоими. Я исправил сбои обоих. И у меня есть твердое мнение.
Гидравлическое расширение – это то, что мы используем на нашем предприятии. Запечатываете концы сборки с подкладкой., заполнить кольцевое пространство водой (или иногда масло), и давить на него до чертиков. Мы говорим 400 Кому 900 брусок в зависимости от размера и толщины стенки. Труба пластично расширяется., и когда вы отпускаете давление, углеродистая сталь пружинит больше, чем гильза, оставив то остаточное контактное давление, о котором я упоминал ранее.
Преимущество? Равномерное расширение. По всей длине трубы одновременно наблюдается одинаковое давление.. Распределение контактного давления невероятно стабильное..
Недостаток? Конечные эффекты. Последние 100 мм или около того на каждом конце трубы не расширяются одинаково из-за механизмов уплотнения.. Вы либо обрезаете эти концы, либо учитываете их в своем дизайне..
При механическом расширении используется скребок или оправка, которые протягиваются или проталкиваются через сборку., механическое растяжение трубы по ходу движения. Некоторые из наших конкурентов клянутся этим. Более быстрое время цикла, меньше оборудования, нет обработки воды.
Но вот что я увидел при анализе отказов. Механическое расширение может привести к отклонениям по окружности.. Труба расширяется, расслабляет, и иногда вы получаете эту тонкую рябь — микроскопические изменения контактного давления по окружности.. При нормальной работе, отлично. Но если вы меняете температуру или давление на велосипеде, эти изменения становятся отправной точкой для усталости или раздражения..
Я не говорю, что механическое расширение неправильно.. Некоторые из моих лучших друзей делают механически расширенные трубы.. Но для критического обслуживания — глубоководные, высокая температура, сильная кислота — каждый раз проверяю гидравлику.
Стол, который вам никто не показывает
Я держу электронную таблицу на своем ноутбуке. Обновил его на прошлой неделе после изучения некоторых данных о сбоях на Ближнем Востоке.. Вот упрощенная версия того, как я думаю о выборе материала лайнера..
| Условия обслуживания | Материал вкладыша | Минимальная толщина | Максимальная температура | Относительная стоимость | Улов |
|---|---|---|---|---|---|
| Мягкая кислинка, сладкий сервис, закачка воды | 316L | 2.5мм | 250° C | 1.0 | Хлориды убивают его при температуре выше 60°C. |
| Умеренная кислинка, некоторые хлориды | 904L | 2.5мм | 300° C | 1.8 | Сварка – это хлопотно, требует тщательной процедуры |
| Высокий H₂S, высокие хлориды, умеренная температура | 825 | 2.5мм | 350° C | 2.4 | Доступность ухудшается с каждым годом. |
| Экстремальная кислинка, высокая температура, элементарная сера | 625 | 3.0мм | 400° C | 3.2 | Проблемы водородного охрупчивания гильзы |
| Тесное пространство, чувствительный к весу | 2205 | 2.0мм | 200° C | 1.5 | Менее пластичен при расширении |
| Закачка морской воды, низкая температура | 316L | 3.0мм | 80° C | 1.0 | MIC может быть проблемой, рассмотреть возможность добавления Cu |
Что “ловить” столбец? Это то, чему можно научиться, только наблюдая за выходом из строя труб.. Позвольте мне распаковать пару.
Хлоридная ловушка 316L
Все любят 316L. Это дешево, это доступно, каждый производитель знает, как его сварить. Но я уже потерял счет количеству сбоев, которые я видел, когда кто-то вставлял трубу с футеровкой из стали 316L в систему подачи горячего хлорида, потому что “температура всего 80°C.”
Вот проблема. 80°C — это температура объемной жидкости.. Но прямо у стенки трубы, особенно если у вас есть какие-либо загрязнения или отложения, температура поверхности может быть выше. И если вы когда-нибудь сделаете пропаривание для чистки? Ваша температура внезапно достигла 130°C или выше.. Хлоридное коррозионное растрескивание под напряжением не зависит от основы вашего проекта.. Его волнует то, что происходит на самом деле.
У меня был случай на нефтеперерабатывающем заводе в Нью-Йорке — извините., не могу назвать клиента — где они использовали трубы с футеровкой 316L для подачи пластовой воды. В конструкции указано максимум 75°C.. Но была одна секция после выпускного клапана, где мигание вызывало локальный нагрев.. Ничего серьезного, возможно, 95°C у стены. Шесть месяцев спустя, мы вытаскивали микротрещины из каждого второго сустава. Всю партию пришлось утилизировать.
Если у вас есть хлориды и температура выше 60°C, Я собираюсь подтолкнуть вас к 904L или 825. Да, Это стоит дороже. Но это дешевле, чем замена. 5 километры труб.
Что стандарты не говорят вам о водороде
В последнее время в отрасли много разговоров о водородном транспорте.. Перепрофилирование существующих газопроводов на водород, строительство новой водородной инфраструктуры. И все спрашивают про футерованные трубы для водородной службы..
Вот что не дает мне уснуть. Водородное охрупчивание материалов CRA является сложным процессом., и стандарты еще не догнали. У нас есть NACE MR0175/ISO. 15156 за кислое обслуживание, но водородный сервис — это другое. более высокое давление, разные механизмы повреждения.
Сейчас я участвую в совместном промышленном проекте (не могу сказать, в каком именно), рассматриваю футерованную трубу для получения чистого водорода в 100 бар больше. Первые признаки указывают на то, что некоторые из наших предположений о материалах футеровки ошибочны.. Конкретно, никелевые сплавы, которые, как мы думали, были невосприимчивы? Не так много. На границе раздела связей наблюдается водородный эффект, который мы не предсказывали..
Если вы указываете футерованную трубу для водорода, и кто-то тебе уверенно говорит, что “все стандарты говорят, что все в порядке,” быть подозрительным. Мы все еще учимся. Запросить тестовые данные. Спросите ссылки. И создайте запас прочности.
Кошмар подготовки сварного шва
Вот что-то, что вызывает больше проблем на местах, чем что-либо еще.. Как заделать облицованную трубу?
У тебя есть эта красивая трубка, идеальная посадка с натягом, прекрасный гладкоствольный ствол. Затем нужно приварить его к следующему стыку или к фитингу. И вдруг вам придется иметь дело с гильзой на конце сварного шва..
В основном существует четыре подхода, и я видел, как все они терпели неудачу, если делали что-то неправильно.
Метод 1: Открытый вкладыш. Вы перерезали обе трубы, оставив вкладыш выступающим. Затем вы свариваете внешние трубы из углеродистой стали вместе., а затем привариваете заглушку между вкладышами. Это дает вам непрерывную поверхность CRA.. Красиво, когда все сделано правильно. Но это медленно, требуются высококвалифицированные сварщики, и вам нужно идеально управлять подгонкой. Я видел немало сбоев в эксплуатации, когда сварной шов крышки треснул из-за того, что кто-то неправильно определил зазор..
Метод 2: Наложение сварки. Сначала вы свариваете соединение из углеродистой стали., затем вы заходите внутрь и навариваете на открытую углеродистую сталь присадочный металл CRA.. Это быстрее, более снисходителен к проблемам с подгонкой. Но теперь у вас есть переход от исходной гильзы к наплавке.. Если этот переход не будет плавным, у тебя есть расщелина. А в щелях начинается коррозия.
Метод 3: Плакированные сварные концы. Некоторые производители поставляют трубы с цельным плакированным переходом на концах.. Последние 50 мм или около того трубы фактически покрыты металлургической плакировкой, а не механической облицовкой.. Вы свариваете углеродистую сталь, плакированный конец защищает зону сварки. Это мой предпочтительный подход для критического обслуживания.. Это стоит дороже, но это экономит целое состояние на сварке в полевых условиях.
Метод 4: Внутренние рукава. Вы свариваете углеродистую сталь, затем вы вставляете отдельную втулку CRA, охватывающую соединение, и герметично привариваете ее на обоих концах.. Это обычное явление при модернизации.. Но теперь у вас есть два сварных шва по окружности уплотнения на каждое соединение., и каждый из них является потенциальным путем утечки.
У меня был проект в Северном море, где подрядчик решил сэкономить, используя открытые хвостовики неквалифицированными сварщиками.. Первое испытание давлением, у нас были утечки в 30% суставов. Стоимость переделки в три раза превышает первоначальную стоимость правильной наплавки..
Инспекционная ловушка
Вот еще один. Как проверить трубу с механической футеровкой после установки??
Вы не можете просто запустить стандартную умную свинью. Большинство инструментов для проверки предназначены для труб со сплошными стенками.. Они измеряют толщину стенок или ищут потери металла.. Но в облицованной трубе, у тебя есть два слоя, и связь между ними не магнитная и не ультразвуковая по-простому.
Несколько лет назад я работал с оператором трубопровода, который пропустил стандартный прибор для определения утечки магнитного потока через облицованную трубу.. Инструмент сообщил “потеря стены” в нескольких местах. Они выкопали трубу, вырезать секции, и ничего не нашел. Инструмент воспринимал границу раздела между вкладышем и внешней трубой как дефект..
Что вам действительно нужно, так это специализированные ультразвуковые инструменты, которые могут различать слои.. И даже тогда, вы в основном ищете отслоение или коробление вкладыша, не традиционная коррозия. Инспекционный мир еще не полностью освоил технологию футеровки труб..
Если вы прокладываете футерованную трубу в критическом месте, где вам потребуется постоянный контроль целостности., подумай об этом заранее. Можете ли вы запустить инструменты проверки, которые вам понадобятся?? Предназначен ли трубопровод для доступа к инструментам?? Или вы собираетесь гадать о состоянии гильзы в 10 лет?
Личная история, которая изменила мое мнение
Позвольте мне рассказать вам о работе в Западной Африке.. Глубоководный проект, оператор с громким именем, все инженерные ресурсы, которые вы только можете себе представить. Они выбрали трубу с футеровкой 825 для выкидного трубопровода, по которому подается горячая вода., кислая продукция. На бумаге все выглядело правильно.
Но когда пришла первая партия труб, наша инспекционная группа заметила что-то странное. Поверхность лайнера имела небольшое изменение цвета.. Почти как водяные знаки. Производитель сказал, что это просто обработка знаков., ничего страшного.
Я полетел посмотреть на это сам. Взял портативный твердомер к гильзе примерно за 50 локации. Твердость была постоянной, это было хорошо. Но мне все равно не нравились эти отметки.
В итоге мы вырезали образец из одного из “подозревать” трубы и отправка на металлографию. То, что мы обнаружили, было удивительным. В процессе гидравлического расширения, в рабочей жидкости было некоторое загрязнение. Микроскопические частицы проникли в поверхность вкладыша. Ничего, что могло бы повлиять на коррозионные характеристики в краткосрочной перспективе.. Но в среде с высоким содержанием хлора, высокотемпературная среда? Эти внедренные частицы могут стать местами возникновения питтинга..
Мы забраковали всю партию. Производитель был в ярости. График проекта пострадал. Но три года спустя, когда это месторождение появилось в сети и начало добывать, Мне позвонил менеджер по обеспечению целостности оператора. У них были проблемы с коррозией в других частях объекта., но облицованная труба? Идеальный. Ни одной ямы.
Этот опыт научил меня чему-то. Разница между трубой с хорошей футеровкой и трубой с отличной футеровкой не всегда заключается в спецификации.. Это в контроле процесса. Это в чистоте. Внимание к деталям во время производства.
Вопрос о стоимости, на который никто не отвечает честно
Люди спрашивают меня все время: “Насколько дешевле труба с механической футеровкой, чем труба из цельного CRA?”
Честный ответ: это зависит, и любой, кто дает вам один номер, лжет.
Для стандартной 12-дюймовой графики 40 труба в 316L, облицованная труба может быть 40% дешевле твердого 316L. Но для толстостенной 20-дюймовой трубы в 625, экономия может быть 70% или больше. Чем толще основа из углеродистой стали, тем больше ты сэкономишь, потому что вы заменяете дорогой сплав на дешевую углеродистую сталь.
Но вот ловушка. Стоимость установки разная. Сварка футерованной трубы занимает больше времени. Проверка сложнее. Фитинги и фланцы требуют особого внимания.. Таким образом, ваш коэффициент затрат на установку может отличаться от коэффициента затрат на материалы..
Я всегда советую клиентам провести сравнение общей установленной стоимости., не просто сравнение стоимости материалов. И учтите цену потенциального провала.. Для низкого риска, линия закачки низкотемпературной воды, облицованная труба - это не проблема. Для высокой температуры, линия высоконапорного высокосернистого газа с ограниченным доступом для ремонта, возможно, солидный CRA снова начнет выглядеть привлекательно.
Будущее и почему я беспокоюсь
Я буду честен с тобой. В настоящее время индустрия футерованных труб сталкивается с некоторыми проблемами..
Первый, доступность сырья. Рынок никелевых сплавов уже много лет остается нестабильным.. Сроки выполнения 825 и 625 растягиваются. Некоторые проекты ждут 12 месяцев и более для материалов футеровки. Это подталкивает людей к менее подходящим альтернативам или к поставщикам сомнительного качества..
Второй, нехватка навыков. Люди, которые действительно разбираются в футерованных трубах — металлургия, производство, режимы отказа — уходят на пенсию. Я 58, и я один из самых молодых ребят в сообществе по анализу отказов.. Институциональные знания выходят за дверь, и я не уверен, что следующее поколение готово это поймать.
В третьих, водородный вопрос. Если транспорт водорода пойдет так, как все предсказывают, нам понадобится огромное количество футерованных труб. Но мы еще не до конца понимаем долгосрочную эффективность. Проводятся исследовательские программы, но они требуют времени. Я обеспокоен тем, что коммерческое давление превысит техническое понимание..
И четвертый, качество сжатия. Есть производители, которые идут на компромисс. Использование материалов футеровки более низкого качества., снижение давления расширения, пропуск проверок качества. Им это сходит с рук, потому что труба проходит первоначальный осмотр.. но 5 годы спустя, у кого-то возникнет очень дорогая проблема.
Мои практические правила
После 22 лет, Я свел это к нескольким простым правилам. Они не заменят правильную инженерию., но они уберегут вас от неприятностей, пока вы занимаетесь надлежащим проектированием..
Правило 1: Если вы не можете рассчитать минимальное контактное давление для всех ожидаемых условий, ты не закончил дизайн.
Правило 2: Толщина гильзы — это ваш допуск на коррозию.. Если вы указываете 2,5 мм, это то, что ты получишь. Не думайте, что у вас есть маржа.
Правило 3: Сварные концы – слабое место. Тратьте деньги там.
Правило 4: Если цена слишком хороша, чтобы быть правдой, кто-то что-то пропускает.
Правило 5: Поговорите с людьми, которые сделали трубку, не только торговый представитель. Спросите об их контроле процесса. Спросите об их проценте отказов. Спросите об их последнем расследовании неудачи.
Правило 6: Для критического обслуживания, вырежьте и протестируйте хотя бы один производственный стык, прежде чем принять всю партию. Это дешевая страховка.
Недавний пример, который заставляет меня смириться
В прошлом году, Я консультировал по проекту на Ближнем Востоке. Гигантское газовое месторождение, высокий уровень CO₂, умеренный H₂S, температура около 120°C. Заказчик указал трубу с футеровкой 825., 3мм вкладыш, все выглядело хорошо.
Но во время детального рассмотрения проекта, Я заметил кое-что. Трубопровод имел несколько участков, которые монтировались с помощью намотки.. Труба будет намотана на большой барабан., транспортируется, затем выпрямляется при установке.
Никто не проверял, как этот изгиб влияет на контактное давление гильзы..
Мы быстро провели FEA. Во время намотки, сжимающие напряжения на внутренней стороне изгиба были достаточно высокими, чтобы вызвать локальное коробление вкладыша в заводском состоянии.. Не во время работы — во время установки.
В итоге мы переаттестовали трубу, установив более толстую облицовку и изменив процесс расширения для увеличения начального контактного давления.. Это добавило стоимость и график. Но если бы мы этого не поймали, у этой трубы были бы свободные вкладыши еще до того, как она достигла морского дна.
Дело в том,, Футерованная труба – это не просто выбор материала. Это система. Вы должны думать о каждом этапе своей жизни: Производство, транспорт, Монтаж, операция, Инспекция. Каждая фаза оказывает различную нагрузку на эту механическую связь..
Итог
Механически футерованные трубы являются блестящим решением при правильном применении.. Это сэкономило отрасли миллиарды долларов по сравнению с надежным CRA.. Это позволило реализовать проекты, которые в противном случае были бы экономически невозможны..
Но это не волшебство. Это не заменяет понимание того, что вы делаете.. Связь между вкладышем и внешней трубой механическая., не металлургический. У него есть пределы. Имеет режимы отказа. Это требует уважения.
Диаграммы технического анализа для выбора труб с механической футеровкой
Несоосность анкерной клетки: До и после заливки
Вот что происходит, когда вы не используете верхний шаблон. Клетка смещается во время укладки бетона.
ВИД ПЛАНА - ВЕРХ ФУНДАМЕНТА
(ГЛЯДЯ ВНИЗ)
ЖЕЛАЕМОЕ ПОЛОЖЕНИЕ ФАКТИЧЕСКОЕ ПОЛОЖЕНИЕ
(Спекуляция: ±1/8" Толерантность) (Что мы нашли в СЦ: 1.5" сдвиг)
Н Н
| |
| |
W-----+-----E W-----+-----E
| | X
| | X
S S X
XXX
Cage shifted SE
ANCHOR BOLT CIRCLE
(12 Расположение болтов показано в упрощенном виде)
Желанный: ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Found: ○ ○ ○ ○ ○ ○ ○ ○ ○ X X X X
(3 болты сошли со своего места)
Математика в этом вопросе? Эксцентриситет e = 1.5 дюймов. На 120-футовом монополе, что эксцентриситет создает дополнительный момент:
Где P – вертикальная нагрузка. Для башни весом 50 кипов, это дополнительно 6,250 фут-фунт изгиба у основания, на который никто не рассчитывал. Башня никогда не стоит прямо. Он рожден наклоненным.
Измерение вертикальности: Проверка трех лиц
Большинство экипажей проверяют с двух сторон. На треугольной башне, этого недостаточно. Вот почему:
РАЗДЕЛ A-A ЧЕРЕЗ БАШНЮ
(ГЛЯДЯ ВНИЗ СВЕРХУ)
Лицо А
/\
/ \
/ \
/ \
/ \
/ \
/ \
/ \
\ /
\ /
\ /
\ /
\ /
\ /
\ /
\/
Face C Face B
MEASUREMENT POINTS:
Положения теодолита с интервалом 120°:
Позиция 1: Sight along Face A
Position 2: Поворот на 120°, sight along Face B
Position 3: Поворот на 120°, sight along Face C
DEFLECTION READINGS (дюймы вверху):
Башня "A" (Смотрится прямо с двух сторон):
Лицо А: +1.0" (наклоняется на север)
Лицо Б: +0.5" (наклоняется на северо-восток)
Лицо С: -1.5" (наклоняется к юго-западу) ← Проблема!
Среднее отклонение = (1.0 + 0.5 - 1.5)/3 знак равно 0.0
Но максимальное отклонение = 1.5" → Twist present
Tower "b" (На самом деле прямо):
Лицо А: +0.2"
Лицо Б: +0.1"
Лицо С: -0.3"
Среднее = 0.0, Макс = 0.3" ✓
Поворот в башне А приводит к скручиванию каждого соединения.. Болты на стороне C подвергаются большему сдвигу, чем рассчитано.. Это усталость, ожидающая своего часа.
Метод поворота гайки: Прогресс натяжения болтов
Вот что происходит внутри болта, если его правильно затянуть:
НАТЯЖЕНИЕ БОЛТОВ. ВРАЩЕНИЕ ГАЙКИ (Для болта А325, 3/4" диаметр х 4" долго) Tension ^ | X <-- Финал: 1/3 повернуть | X (~ 28 000 фунтов) | X | X | X | X | X | X | X | X | X | X | X | X | X |X <-- Плотно прилегать (~ 1000 фунтов) +------------------------------------> Вращение 0 1/8 1/4 3/8 1/2 5/8 3/4 (поворачивается) НА ЧТО ОЩУЩАЕТСЯ ГАЕЧНЫЙ КЛЮЧ: Плотно прилегать: "Контакт... еще немного..." 1/8 повернуть: "Становимся твердыми..." 1/4 повернуть: "Это требует усилий..." 1/3 повернуть: "ГРУНТ. Хорошо, that's done." ОПАСНАЯ ЗОНА (Чрезмерный момент): 1/2 повернуть: "Почему становится легче? Ох черт..." (Выход болта, постоянное растяжение, уменьшенное усилие зажима)
Динамометрический ключ лежит. температура, смазка, состояние резьбы — все влияет на крутящий момент. Но растяжка есть растяжка. Метод поворота гайки не учитывает трение..
Тепловое движение кабеля: Зачем вам нужны циклы обслуживания
Изменение температуры заставляет кабели расширяться и сжиматься. Вот что происходит, когда ты этого не допускаешь:
ВЕРТИКАЛЬНАЯ ПРОКЛАДКА КАБЕЛЯ - 100 ВЫСОТА ФУТОВ
(Зимнее и летнее положение)
Верхний соединитель Верхний соединитель
| |
| |
| Зима (-20° F) | Лето (+100° F)
| Кабель укороченный | Кабель удлиненный
| |
| |
| |
| ___/ Услуга
| / петля
| / занимает
| / слабый
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
|/
Bottom Connector Bottom Connector
CABLE LENGTH CHANGE:
ΔL = L × α × ΔT
For L = 100 фут = 1200 inches
α (Медь) ≈ 9.4 × 10⁻⁶ /°F
ΔT = 120°F (от -20°F до +100°F)
ΔL = 1200 × 9.4e-6 × 120 знак равно 1.35 inches
Without service loop: Что 1.35 дюймы тянут разъем.
С сервисным контуром: Цикл открывается/закрывается, разъем остается на месте.
Упомянутый мною сайт в Аризоне? У них не было петель. Зимняя ночь, -20°F похолодание (редкий, но случилось). Кабели сжались 1.5 дюймов. Выдернул три разъема сразу из разъемов. Радиомолчание в 3 ЯВЛЯЮСЬ. Клиент остался недоволен.



Ты должен быть вошли в систему опубликовать комментарий.