

فن اختيار الأنابيب المبطنة ميكانيكيا: ما لا يخبرونك به في الكتيبات
ينظر, لقد كنت في هذه اللعبة ل 22 سنوات. بدأت كمفتش لطابق المتجر مرة أخرى ’02, شقت طريقي من خلال مراقبة الجودة, قضى عقدًا من الزمن في تحليل الفشل, والآن أنا الرجل الذي يسمونه عندما يكون مشروع بقيمة مليار دولار على وشك تحديد الأنبوب الخطأ. لقد رأيت ميكانيكيا أنابيب مبطنة حفظ الميزانيات, ولقد رأيته يفشل بشكل كارثي لأن أحد الأشخاص في مكتب المشتريات اختار الخيار الأرخص دون أن يفهم ما الذي كان يشتريه بالفعل.
اسمحوا لي أن أقول لك شيئا مباشرة. الفرق بين ميكانيكيا أنابيب مبطنة الذي يدوم 30 سنوات وواحدة تبدأ بالتصفيح بعد ذلك 18 شهور? نادرا ما يتعلق الأمر بالمواد الخام. يتعلق الأمر بفهم ما الذي تطلب من الأنبوب فعله بحق الجحيم.
لماذا توجد الأنابيب المبطنة ميكانيكيًا؟
مرة أخرى في منتصف التسعينيات, كنت أعمل في مشروع بحر الشمال. كان لدينا خط التدفق هذا مقاس 16 بوصة, ثنائي صلب, تكلف ثروة مطلقة. وكان العميل سعيدا, كنا سعداء, عاد الجميع إلى المنزل مع المكافآت. ثم ارتفع سعر النيكل إلى أعلى المستويات, وفجأة أصبح أنبوب CRA الصلب مجنونًا اقتصاديًا للنقل لمسافات طويلة.
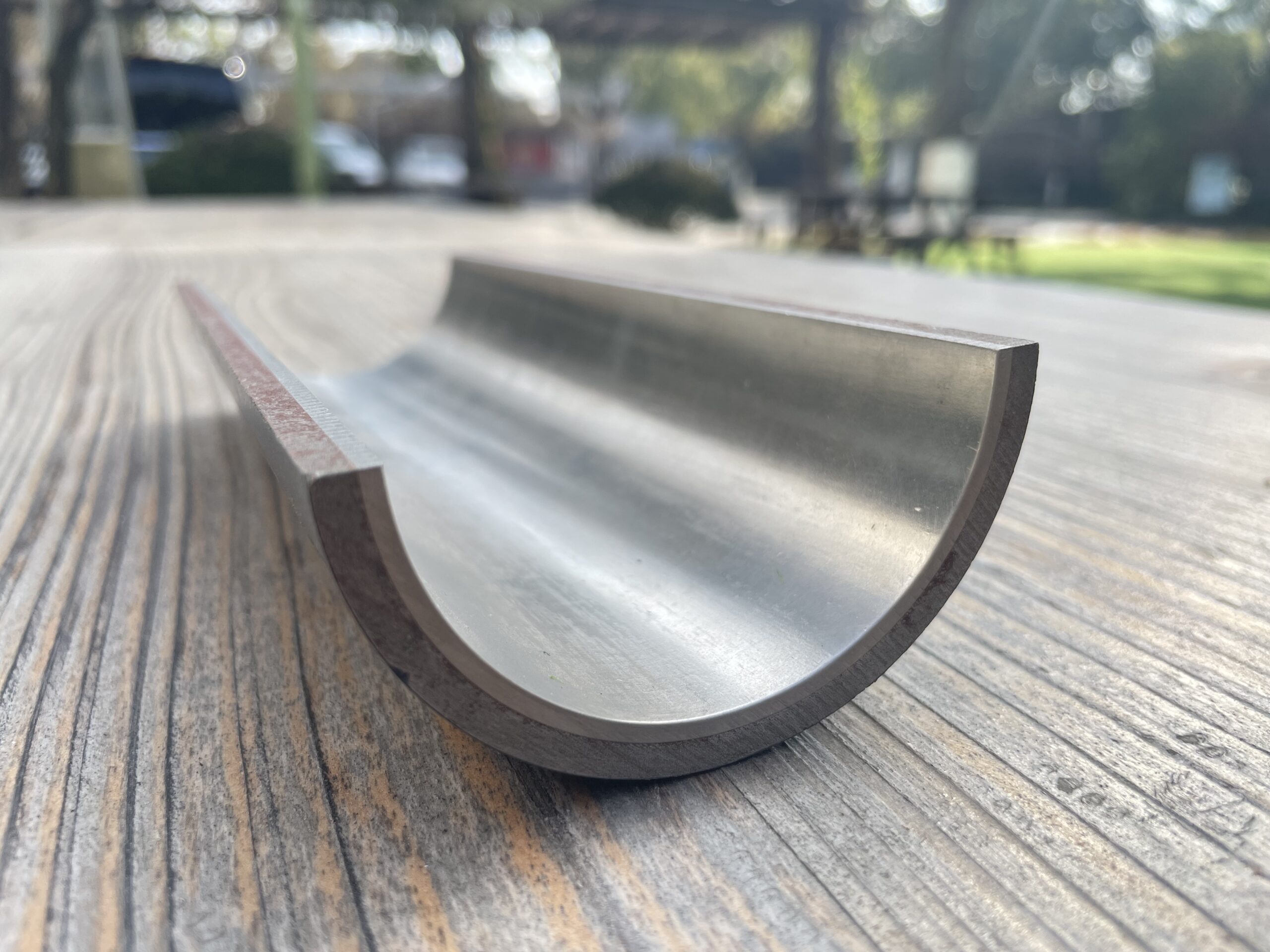
هذا هو الشيء. لا تحتاج إلى سمك الجدار بالكامل ليكون مقاومًا للتآكل. أنت فقط بحاجة إلى حاجز. يمنحك الفولاذ الكربوني القوة واحتواء الضغط. تتعامل بطانة CRA الرفيعة - التي يتراوح حجمها عادة من 2 مم إلى 3 مم - مع الأشياء السيئة. هذه هي الفرضية بأكملها. لكن ميكانيكيا أنابيب مبطنة ليست الأنابيب المغطاة, وإذا كنت لا تفهم هذا التمييز, سيكون لديك يوم سيء.
الأنابيب المغطاة? هذا هو السندات المعدنية. الانصهار. أنت تتحدث عن الترابط الملتف أو الكسوة الانفجارية حيث تصبح البطانة والفولاذ الداعم مادة واحدة متواصلة في الواجهة. إنها جميلة عندما يتم ذلك بشكل صحيح, لكنها باهظة الثمن ويستغرق تصنيعها وقتًا طويلاً.
الأنابيب المبطنة ميكانيكيًا مختلفة. نحن نأخذ أنبوب CRA, انزلاقه داخل أنبوب خارجي من الفولاذ الكربوني, ثم قم بتوسيع المجموعة بأكملها بحيث تضغط البطانة على الأنبوب الخارجي مع ما يكفي من ضغط التلامس المتبقي بحيث تظل ثابتة. إنها مناسبة للتداخل الميكانيكي. لا الانصهار. الفيزياء فقط.
وهنا يخطئ معظم المهندسين. إنهم ينظرون إلى ورقة المواصفات, يرى “أنابيب مبطنة,” ونفترض أنه يتصرف مثل CRA الصلبة. لا. ولا حتى قريبة.3

السؤال الأساسي الذي لا يطرحه أحد
عندما يأتيني مدير المشروع ويقول “نحن بحاجة إلى أنابيب مبطنة لتطبيق الخدمة الحامضة,” سؤالي الأول هو نفسه دائمًا.
ما درجة الحرارة?
ليست درجة حرارة التصميم من مخطط تدفق العملية. درجة حرارة التشغيل الفعلية. درجات الحرارة العابرة. درجات حرارة الاغلاق. معدلات التهدئة.
لأن الأنابيب المبطنة ميكانيكيًا تعيش وتموت عن طريق التمدد الحراري التفاضلي.
هذه هي الرياضيات التي تبقيني مستيقظًا في الليل. يحتوي الفولاذ الكربوني على معامل تمدد حراري حوله 11.7 × 10⁻⁶ / درجة مئوية. بطانة 316L النموذجية الخاصة بك? هذا حول 16.0 × 10⁻⁶ / درجة مئوية. لذلك عندما تقوم بتسخين الأنبوب, تريد البطانة أن تتوسع أكثر من الأنبوب الخارجي. وهذا يزيد من ضغط الاتصال الخاص بك. شيء جيد, يمين?
ولكن عندما تقوم بتبريدها - على سبيل المثال أثناء التوقف في شتاء بحر الشمال أو أثناء عملية الرمال النفطية الكندية - تنكمش البطانة بشكل أكبر. إذا قمت بإسقاط درجة الحرارة بما فيه الكفاية, يختفي تناسب التداخل هذا. الآن لديك بطانة فضفاضة. والبطانة السائبة هي بطانة ميتة.
كان لدي عمل في كازاخستان مرة أخرى ’08. تصميم جميل, كل شيء محدد تمامًا على الورق. لكن لم يفكر أحد في الإغلاقات الشتوية التي تصل إلى -40 درجة مئوية، والتي يتبعها الحقن السريع للسوائل المنتجة عند درجة حرارة 80 درجة مئوية. الدورة الحرارية الأولى, التوى البطانة. مجعدة مثل ركبة الفيل. كان لقطع 3 كيلومترات من الأنابيب والبدء من جديد.
الدرس? تحتاج إلى حساب الحد الأدنى لضغط التلامس عند كل درجة حرارة متوقعة. ليس فقط الحالة المستقرة. كل حالة عابرة.
اسمحوا لي أن أقدم لكم الحساب التقريبي الذي نستخدمه في الفحص الأولي. ضغط الاتصال المتبقي عند درجة الحرارة T هو:
P_c(T) = ف_0 + [ (a_liner – α_cs) × (T – T_install) × إي_لاينر × تي_لاينر ] / D
أين:
-
P_0 هو ضغط الاتصال الأولي بعد التصنيع
-
α هي معاملات التمدد الحراري
-
E_liner هو معامل مادة البطانة
-
t_liner هو سمك الخطوط الملاحية المنتظمة
-
D هو القطر الاسمي
إذا أصبح هذا الرقم سالبًا في أي وقت في مظروف التشغيل الخاص بك, لديك مشاكل. توقف كامل. لا تمر اذهب, لا تجمع $200.
متغير التصنيع الذي يغير كل شيء
إليك شيء لن تراه في كتيبات المبيعات. كيف يقومون بالفعل بتوسيع الأنبوب?
هناك أساسا مدرستان فكريتان في هذه الصناعة. التمدد الهيدروليكي والتمدد الميكانيكي. لقد عملت مع كليهما. لقد أصلحت حالات الفشل من كليهما. ولدي آراء قوية.
التمدد الهيدروليكي هو ما نستخدمه في منشأتنا. قمت بإغلاق نهايات المجموعة المبطنة, ملء الحلقة بالماء (أو في بعض الأحيان النفط), والضغط على الجحيم للخروج منه. نحن نتحدث 400 إلى 900 شريط حسب الحجم وسمك الجدار. يتوسع الأنبوب بشكل بلاستيكي, وعندما تخفف الضغط, ينبثق الفولاذ الكربوني أكثر من البطانة, ترك ضغط الاتصال المتبقي الذي ذكرته سابقًا.
الميزة? التوسع الموحد. يرى طول الأنبوب بأكمله نفس الضغط في نفس الوقت. توزيع ضغط الاتصال الخاص بك ثابت بشكل لا يصدق.
العيب? آثار النهاية. آخر 100 مم أو نحو ذلك في كل طرف من طرفي الأنبوب لا يتوسع تمامًا بنفس الطريقة بسبب ترتيبات الختم. إما أن تقطع تلك الأطراف أو تأخذها بعين الاعتبار في تصميمك.
يستخدم التوسيع الميكانيكي خنزيرًا أو شياقًا يتم سحبه أو دفعه عبر المجموعة, تمديد الأنبوب ميكانيكيًا أثناء سيره. بعض منافسينا يقسمون به. أوقات دورة أسرع, معدات أقل, لا معالجة المياه.
ولكن هذا ما رأيته في تحليل الفشل. التوسع الميكانيكي يمكن أن يترك اختلافات محيطية. يتوسع الأنبوب, يرتاح, وأحيانًا تحصل على هذه التموجات الدقيقة - وهي اختلافات مجهرية في ضغط التلامس حول المحيط. تحت التشغيل العادي, بخير. ولكن إذا كنت تقوم بركوب الدراجات في درجة الحرارة أو الضغط, تصبح هذه الاختلافات نقاط بدء للتعب أو القلق.
أنا لا أقول أن التوسع الميكانيكي خطأ. يقوم بعض أصدقائي المقربين بصنع أنابيب موسعة ميكانيكيًا. ولكن بالنسبة للخدمة الحيوية – المياه العميقة, ارتفاع درجة الحرارة, تعكر شديد - أحدد المواصفات الهيدروليكية في كل مرة.
الجدول لا أحد يظهر لك
أحتفظ بجدول بيانات على جهاز الكمبيوتر المحمول الخاص بي. تم تحديثه الأسبوع الماضي بعد مراجعة بعض بيانات الفشل من الشرق الأوسط. إليك النسخة المبسطة لكيفية تفكيري في اختيار مواد الخطوط الملاحية المنتظمة.
| حالة الخدمة | مادة الخطوط الملاحية المنتظمة | الحد الأدنى للسمك | أقصى درجة الحرارة | التكلفة النسبية | الصيد |
|---|---|---|---|---|---|
| حامض خفيف, خدمة حلوة, حقن الماء | 316L | 2.5مم | 250درجة مئوية | 1.0 | سوف تقتله الكلوريدات فوق 60 درجة مئوية |
| معتدل الحامض, بعض الكلوريدات | 904L | 2.5مم | 300درجة مئوية | 1.8 | اللحام صعب الإرضاء, يحتاج إلى إجراء دقيق |
| ارتفاع H₂S, كلوريدات عالية, درجة حرارة معتدلة | 825 | 2.5مم | 350درجة مئوية | 2.4 | التوفر يزداد سوءًا كل عام |
| الحامض الشديد, درجة حرارة عالية, الكبريت العنصري | 625 | 3.0مم | 400درجة مئوية | 3.2 | مخاوف من هشاشة الهيدروجين في البطانة |
| مساحات ضيقة, حساس للوزن | 2205 | 2.0مم | 200درجة مئوية | 1.5 | أقل ليونة أثناء التوسع |
| حقن مياه البحر, درجة حرارة منخفضة | 316L | 3.0مم | 80درجة مئوية | 1.0 | يمكن أن يكون MIC مشكلة, النظر في إضافة النحاس |
الذي - التي “يمسك” عمود? هذه هي الأشياء التي تتعلمها فقط من مشاهدة الأنابيب تفشل. اسمحوا لي أن فك زوجين.
مصيدة كلوريد 316L
الجميع يحب 316L. إنها رخيصة, إنه متاح, كل مصنع يعرف كيفية لحامه. لكنني لم أتمكن من حساب عدد حالات الفشل التي رأيتها حيث قام شخص ما بوضع أنبوب مبطن بـ 316L في خدمة الكلوريد الساخن لأنه “درجة الحرارة 80 درجة مئوية فقط.”
ها هي المشكلة. أن 80 درجة مئوية هي درجة حرارة السوائل السائبة. ولكن الحق في جدار الأنابيب, خاصة إذا كان لديك أي قاذورات أو رواسب, يمكن أن تكون درجة حرارة السطح أعلى. وإذا قمت بإجراء البخار للتنظيف? وصلت فجأة إلى 130 درجة مئوية أو أكثر. لا يهتم تكسير التآكل الناتج عن إجهاد الكلوريد بأساس التصميم الخاص بك. إنه يهتم بما يحدث بالفعل.
كانت لدي قضية في إحدى مصفاة تكرير النفط – آسف, لا يمكن تسمية العميل - حيث استخدموا الأنابيب المبطنة بـ 316L لخدمة المياه المنتجة. قال التصميم 75 درجة مئوية كحد أقصى. ولكن كان هناك هذا القسم أسفل صمام التفريغ حيث تسبب الوميض في تسخين موضعي. لا شيء كبير, ربما 95 درجة مئوية على الحائط. بعد ستة أشهر, كنا نسحب الشقوق الشعرية من كل مفصل ثانٍ. كان لا بد من إلغاء الدفعة بأكملها.
إذا كان لديك كلوريدات ودرجة حرارتك أعلى من 60 درجة مئوية, سأدفعك نحو 904L أو 825. نعم, يكلف أكثر. لكنها تكلف أقل من الاستبدال 5 كيلومتر من الأنابيب.
ما لا تخبرك به المعايير عن الهيدروجين
كان هناك الكثير من الحديث في الصناعة مؤخرًا حول نقل الهيدروجين. إعادة استخدام خطوط أنابيب الغاز الحالية للهيدروجين, بناء بنية تحتية جديدة للهيدروجين. والجميع يسأل عن الأنابيب المبطنة لخدمة الهيدروجين.
هذا هو الشيء الذي يبقيني مستيقظا. يعد تقصف الهيدروجين في مواد CRA أمرًا معقدًا, والمعايير لم تتحقق بعد. لدينا NACE MR0175/ISO 15156 للخدمة الحامضة, لكن خدمة الهيدروجين مختلفة. ضغوط أعلى, آليات الضرر المختلفة.
أنا منخرط حاليًا في مشروع صناعي مشترك - لا أستطيع تحديد أي مشروع - أبحث في الأنابيب المبطنة للهيدروجين النقي في 100 شريط أكثر. تشير الدلائل المبكرة إلى أن بعض افتراضاتنا حول مواد البطانة خاطئة. خاصة, سبائك النيكل التي اعتقدنا أنها منيعة? ليس كثيرا. هناك تأثيرات هيدروجينية على واجهة الرابطة لم نتوقعها.
إذا كنت تحدد الأنابيب المبطنة للهيدروجين, ويخبرك أحدهم بكل ثقة بذلك “كل المعايير تقول أنه جيد,” كن مشبوهًا. ما زلنا نتعلم. اطلب بيانات الاختبار. اسأل عن المراجع. وبناء في هامش الأمان.
كابوس تحضير نهاية اللحام
إليك شيء يسبب مشاكل ميدانية أكثر من أي شيء آخر تقريبًا. كيف يمكنك إنهاء الأنابيب المبطنة?
لقد حصلت على هذا الأنبوب الجميل, تناسب التدخل المثالي, تجويف ناعم جميل. ثم تحتاج إلى لحامه بالمفصل التالي أو بالتركيب. وفجأة يتعين عليك التعامل مع البطانة عند نهاية اللحام.
هناك أساسا أربعة نهج, وقد رأيتهم جميعًا يفشلون عندما يرتكبون خطأً.
طريقة 1: بطانة مكشوفة. قمت بقطع كلا الأنابيب مرة أخرى, ترك الخطوط الملاحية المنتظمة جاحظ. ثم تقوم بلحام الأنابيب الخارجية المصنوعة من الفولاذ الكربوني معًا, ثم قمت بلحام قطعة إغلاق بين البطانات. يمنحك هذا سطح CRA مستمرًا. إنها جميلة عندما يتم ذلك بشكل صحيح. لكنها بطيئة, فهو يتطلب عمال لحام ذوي مهارات عالية, وعليك إدارة عملية التجهيز بشكل مثالي. لقد رأيت أكثر من عدد قليل من حالات الفشل الميدانية حيث تصدع لحام الإغلاق لأن شخصًا ما أخطأ في الفجوة.
طريقة 2: لحام تراكب. لقد قمت بلحام مفصل الفولاذ الكربوني أولاً, ثم تدخل إلى الداخل وتلحم الفولاذ الكربوني المكشوف بمعدن حشو CRA. هذا أسرع, أكثر تسامحا مع قضايا اللياقة. ولكن الآن لديك انتقال من البطانة الأصلية إلى تراكب اللحام. إذا لم يكن هذا الانتقال سلسًا, لديك شق. والشقوق هي المكان الذي يبدأ فيه التآكل.
طريقة 3: نهايات اللحام الملبسة. تقوم بعض الشركات المصنعة بتزويد الأنابيب بمرحلة انتقالية متكاملة في الأطراف. آخر 50 مم أو نحو ذلك من الأنبوب يكون في الواقع مكسوًا بالمعادن وليس مبطنًا ميكانيكيًا. أنت تلحم الفولاذ الكربوني, والنهاية المكسوة تحمي منطقة اللحام. هذا هو النهج المفضل لدي للخدمة الحرجة. يكلف أكثر مقدما, لكنه يوفر ثروة في وقت اللحام الميداني.
طريقة 4: الأكمام الداخلية. أنت تلحم الفولاذ الكربوني, ثم تقوم بإدخال غلاف CRA منفصل يمتد على المفصل ويلحمه من كلا الطرفين. وهذا أمر شائع في حالات التحديثية. ولكن الآن لديك لحامان محيطيان لكل مفصل, وكل واحدة منها عبارة عن مسار تسرب محتمل.
كان لدي مشروع في بحر الشمال حيث قرر المقاول توفير المال باستخدام بطانات مكشوفة مع عمال لحام غير ماهرين. اختبار الضغط الأول, كان لدينا تسربات في 30% من المفاصل. تكلفة إعادة العمل ثلاثة أضعاف تكلفة اللحام المناسب للتراكب مقدمًا.
فخ التفتيش
وهنا واحد آخر. كيف تقوم بفحص الأنابيب المبطنة ميكانيكياً بعد التركيب؟?
لا يمكنك فقط تشغيل خنزير ذكي قياسي. تم تصميم معظم أدوات الفحص لأنابيب الجدران الصلبة. يقومون بقياس سمك الجدار أو البحث عن فقدان المعادن. ولكن في الأنابيب المبطنة, لقد حصلت على طبقتين, والرابطة بينهما ليست مغناطيسية أو فوق صوتية بطريقة بسيطة.
لقد عملت مع أحد مشغلي خطوط الأنابيب قبل بضع سنوات والذي كان يدير أداة قياسية لتسرب التدفق المغناطيسي من خلال الأنابيب المبطنة. ذكرت الأداة “فقدان الجدار” في مواقع متعددة. لقد حفروا الأنبوب, قطع المقاطع, ولم تجد شيئا. كانت الأداة تعتبر الواجهة بين البطانة والأنبوب الخارجي بمثابة عيب.
ما تحتاجه بالفعل هو أدوات الموجات فوق الصوتية المتخصصة التي يمكنها التمييز بين الطبقات. وحتى ذلك الحين, كنت تبحث في الغالب عن تفكك البطانة أو التواءها, ليس التآكل التقليدي. لم يتمكن عالم التفتيش من اللحاق بشكل كامل بتكنولوجيا الأنابيب المبطنة.
إذا كنت تضع الأنابيب المبطنة في مكان حرج حيث ستحتاج إلى مراقبة مستمرة للسلامة, فكر في هذا مقدمًا. هل يمكنك تشغيل أدوات الفحص التي ستحتاجها؟? هل خط الأنابيب مصمم للوصول إلى الأداة? أم أنك ستخمن حالة البطانة 10 سنوات?
القصة الشخصية التي غيرت رأيي
دعني أخبرك عن وظيفة في غرب أفريقيا. مشروع المياه العميقة, مشغل الاسم الكبير, جميع الموارد الهندسية التي يمكنك تخيلها. لقد حددوا أنبوبًا مبطنًا بـ 825 لخط تدفق يحمل الماء الساخن, إنتاج الحامض. بدا كل شيء على ما يرام على الورق.
ولكن عندما وصلت الدفعة الأولى من الأنابيب, لاحظ فريق التفتيش لدينا شيئًا غريبًا. كان لسطح البطانة نمط تغير طفيف في اللون. تقريبا مثل العلامات المائية. قالت الشركة المصنعة إنها كانت تتعامل فقط مع العلامات, ليست مشكلة كبيرة.
طرت لأنظر إليها بنفسي. أخذ اختبار صلابة محمول للبطانة في حوالي 50 المواقع. كانت الصلابة متسقة, التي كانت جيدة. لكنني ما زلت لا أحب تلك العلامات.
لقد انتهى بنا الأمر إلى قطع عينة من أحد “يشتبه” الأنابيب وإرسالها لعلم المعادن. ما وجدناه كان مفاجئا. أثناء عملية التمدد الهيدروليكي, كان هناك بعض التلوث في السائل الضغط. كانت الجزيئات المجهرية مدمجة في سطح البطانة. لا شيء يؤثر على أداء التآكل على المدى القصير. ولكن في نسبة عالية من الكلور, بيئة ذات درجة حرارة عالية? يمكن أن تصبح تلك الجسيمات المدمجة مواقع بدء للتنقر.
لقد رفضنا الدفعة بأكملها. كانت الشركة المصنعة غاضبة. تلقى الجدول الزمني للمشروع نجاحًا كبيرًا. ولكن بعد ثلاث سنوات, عندما أصبح هذا المجال متاحًا وبدأ الإنتاج, تلقيت مكالمة من مدير النزاهة لدى المشغل. لقد واجهوا بعض مشكلات التآكل في أجزاء أخرى من المنشأة, ولكن الأنابيب مبطنة? ممتاز. ليست حفرة واحدة.
لقد علمتني تلك التجربة شيئًا ما. الفرق بين الأنابيب المبطنة الجيدة والأنابيب المبطنة الرائعة لا يكمن دائمًا في المواصفات. إنه في التحكم في العملية. إنه في النظافة. إنه الاهتمام بالتفاصيل أثناء التصنيع.
سؤال التكلفة لا أحد يجيب بصراحة
يسألني الناس طوال الوقت: “ما مدى تكلفة الأنابيب المبطنة ميكانيكيًا مقارنة بـ CRA الصلبة?”
الجواب الصادق هو: ذلك يعتمد, وأي شخص يعطيك رقمًا واحدًا فهو يكذب.
لجدول قياسي 12 بوصة 40 الأنابيب في 316L, قد تكون الأنابيب المبطنة 40% أرخص من 316L الصلبة. ولكن بالنسبة للجدار الثقيل الذي يبلغ قطره 20 بوصة 625, يمكن أن تكون المدخرات 70% أو أكثر. كلما كان دعم الفولاذ الكربوني أكثر سمكًا, كلما قمت بحفظ المزيد, لأنك تستبدل السبائك باهظة الثمن بالفولاذ الكربوني الرخيص.
ولكن هنا هو الفخ. تكاليف التثبيت مختلفة. الأنابيب المبطنة باللحام تستغرق وقتًا أطول. التفتيش أكثر تعقيدا. التركيبات والفلنجات تحتاج إلى عناية خاصة. لذلك قد تختلف نسبة التكلفة المثبتة لديك عن نسبة تكلفة المواد الخاصة بك.
أنا دائمًا أخبر العملاء بإجراء مقارنة إجمالية للتكلفة المثبتة, وليس مجرد مقارنة تكلفة المواد. وعامل في تكلفة الفشل المحتمل. لمخاطر منخفضة, خط حقن الماء بدرجة حرارة منخفضة, الأنابيب المبطنة لا تحتاج إلى تفكير. لارتفاع درجة الحرارة, خط الغاز الحامض عالي الضغط مع وصول محدود للإصلاح, ربما تبدأ CRA الصلبة في الظهور بمظهر جذاب مرة أخرى.
المستقبل ولماذا أنا قلق
سأكون صادقا معك. تواجه صناعة الأنابيب المبطنة بعض التحديات في الوقت الحالي.
أولاً, توافر المواد الخام. كان سوق سبائك النيكل متقلبًا لسنوات. الفترات الزمنية ل 825 و 625 تمتد. بعض المشاريع تنتظر 12 أشهر أو أكثر للمواد الملاحية المنتظمة. وهذا يدفع الناس نحو بدائل أقل ملاءمة أو نحو الموردين ذوي الجودة المشكوك فيها.
ثانيا, نقص المهارات. الأشخاص الذين يفهمون حقًا الأنابيب المبطنة هم علم المعادن, التصنيع, أوضاع الفشل — تتقاعد. أنا 58, وأنا أحد الشباب في مجتمع تحليل الفشل. المعرفة المؤسسية تخرج من الباب, ولست متأكدًا من أن الجيل القادم مستعد للحاق به.
ثالث, سؤال الهيدروجين. إذا انطلق نقل الهيدروجين بالطريقة التي يتوقعها الجميع, سنحتاج إلى كميات هائلة من الأنابيب المبطنة. لكننا لا نفهم الأداء على المدى الطويل بشكل كامل حتى الآن. هناك برامج بحثية تحدث, لكنها تستغرق وقتا. أنا قلق من أن الضغط التجاري سوف يتجاوز الفهم الفني.
والرابع, ضغط الجودة. هناك شركات تصنيع هناك تقطع الزوايا. استخدام مواد بطانة أقل درجة, تقليل ضغوط التوسع, تخطي اختبارات الجودة. لقد أفلتوا من العقاب لأن الأنبوب اجتاز الفحص الأولي. لكن 5 سنوات على الطريق, شخص ما سيكون لديه مشكلة مكلفة للغاية.
قواعد الإبهام الخاصة بي
بعد 22 سنوات, لقد قمت بتلخيص هذا في بعض القواعد البسيطة. لن يحلوا محل الهندسة المناسبة, لكنهم سيبعدونك عن المشاكل أثناء قيامك بالهندسة المناسبة.
قاعدة 1: إذا لم تتمكن من حساب الحد الأدنى لضغط التلامس في كل حالة متوقعة, لم تنته من التصميم.
قاعدة 2: سمك البطانة هو بدل التآكل الخاص بك. إذا كنت المواصفات 2.5 ملم, هذا ما تحصل عليه. لا تفترض أن لديك هامشًا.
قاعدة 3: نهايات اللحام هي نقطة الضعف. أنفق المال هناك.
قاعدة 4: إذا كان السعر جيدًا جدًا لدرجة يصعب تصديقها, شخص ما تخطي شيئا.
قاعدة 5: تحدث إلى الأشخاص الذين صنعوا الأنبوب, ليس فقط مندوب المبيعات. اسأل عن التحكم في العمليات الخاصة بهم. اسأل عن معدلات الرفض الخاصة بهم. اسأل عن التحقيق الأخير في فشلهم.
قاعدة 6: للخدمة الحرجة, قم بقطع واختبار وصلة إنتاج واحدة على الأقل قبل قبول الدفعة بأكملها. إنه تأمين رخيص.
مثال حديث يبقيني متواضعا
العام الماضي, لقد قمت بالتشاور بشأن مشروع في الشرق الأوسط. حقل غاز عملاق, ارتفاع ثاني أكسيد الكربون, معتدل H₂S, درجات الحرارة حوالي 120 درجة مئوية. لقد حدد العميل أنبوبًا مبطنًا بـ 825, 3مم بطانة, بدا كل شيء جيدًا.
ولكن خلال مراجعة التصميم التفصيلية, لقد لاحظت شيئا. يحتوي خط الأنابيب على عدة أقسام يمكن تركيبها باستخدام اللف. سيتم تخزين الأنبوب على أسطوانة كبيرة, نقل, ثم تقويمها أثناء التثبيت.
لم يقم أحد بفحص ما يفعله هذا الانحناء لضغط تلامس البطانة.
قمنا بتشغيل بعض FEA السريع. أثناء الترنح, كانت سلالات الضغط الموجودة في الجزء الداخلي من الانحناء عالية بما يكفي لتسبب انبعاج البطانة المحلية في الحالة المصنعة. ليس أثناء التشغيل - أثناء التثبيت.
لقد انتهى بنا الأمر إلى إعادة تأهيل الأنبوب ببطانة أكثر سمكًا وعملية توسيع معدلة لزيادة ضغط التلامس الأولي. وأضافت التكلفة والجدول الزمني. ولكن إذا لم نكن قد قبضنا عليه, كان من الممكن أن يكون لهذا الأنبوب بطانات فضفاضة قبل أن يصل إلى قاع البحر.
النقطة هي, الأنابيب المبطنة ليست مجرد اختيار للمواد. إنه نظام. عليك أن تفكر في كل مرحلة من مراحل حياتها: تصنيع, وسائل النقل, تثبيت, عملية, التفتيش. تفرض كل مرحلة أحمالًا مختلفة على تلك الرابطة الميكانيكية.
الخط السفلي
تعتبر الأنابيب المبطنة ميكانيكيًا حلاً رائعًا عند تطبيقها بشكل صحيح. لقد وفر للصناعة مليارات الدولارات مقارنة بـ CRA الصلبة. لقد مكنت المشاريع التي كان من الممكن أن تكون مستحيلة اقتصاديًا لولا ذلك.
لكنها ليست سحرية. إنه ليس بديلاً عن فهم ما تفعله. الرابطة بين البطانة والأنبوب الخارجي ميكانيكية, ليست معدنية. لها حدود. لديها أوضاع الفشل. يتطلب الاحترام.
مخططات التحليل الفني لاختيار الأنابيب المبطنة ميكانيكيًا
مرساة القفص اختلال: قبل مقابل بعد صب
وهذا ما يحدث دائمًا عندما لا تستخدم القالب العلوي. يتغير القفص أثناء وضع الخرسانة.
عرض الخطة - قمة المؤسسة
(النظر إلى الأسفل)
المنصب المطلوب المنصب الفعلي
(المواصفات: ±1/8" التسامح) (ما وجدناه في SC: 1.5" يحول)
ن ن
| |
| |
ث-----+-----ه ث-----+-----ه
| | X
| | X
S S X
XXX
Cage shifted SE
ANCHOR BOLT CIRCLE
(12 يظهر نمط الترباس بشكل مبسط)
مرغوب: ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Found: ○ ○ ○ ○ ○ ○ ○ ○ ○ X X X X
(3 البراغي خارج الموقف)
الرياضيات على هذا? الانحراف ه = 1.5 بوصة. على احتكار 120 قدم, هذا الانحراف يخلق لحظة إضافية:
حيث P هو الحمل العمودي. لوزن برج 50 كيلو, هذه إضافة 6,250 قدم رطل من الانحناء عند القاعدة التي لم يصممها أحد. البرج لا يقف بشكل مستقيم أبداً. لقد ولد متكئا.
قياس السباكة: فحص الوجه 3
تقوم معظم الطواقم بالتحقق من الجانبين. على برج الثلاثي, هذا ليس كافيا. إليكم السبب:
القسم أ-أ عبر البرج
(النظر إلى الأسفل من الأعلى)
الوجه أ
/\
/ \
/ \
/ \
/ \
/ \
/ \
/ \
\ /
\ /
\ /
\ /
\ /
\ /
\ /
\/
Face C Face B
MEASUREMENT POINTS:
مواقع المزواة على فترات 120 درجة:
موضع 1: Sight along Face A
Position 2: تدوير 120 درجة, sight along Face B
Position 3: تدوير 120 درجة, sight along Face C
DEFLECTION READINGS (بوصة في الأعلى):
برج "A" (تبدو مباشرة من الجانبين):
الوجه أ: +1.0" (يميل شمالا)
الوجه ب: +0.5" (يميل شمال شرق)
الوجه ج: -1.5" (يميل SW) ← مشكلة!
متوسط الانحراف = (1.0 + 0.5 - 1.5)/3 = 0.0
ولكن أقصى الانحراف = 1.5" → Twist present
Tower "ب" (في الواقع مستقيم):
الوجه أ: +0.2"
الوجه ب: +0.1"
الوجه ج: -0.3"
المتوسط = 0.0, الحد الأقصى = 0.3" ✓
يؤدي الالتواء في البرج A إلى الالتواء في كل اتصال. تتطلب البراغي الموجودة على الوجه C قصًا أكبر من التصميم. هذا فشل متعب في انتظار حدوثه.
طريقة تحويل الجوز: تقدم التوتر الترباس
هذا ما يحدث داخل الترباس عندما تقوم بربطه بشكل صحيح:
بولت التوتر مقابل. دوران الجوز (للترباس A325, 3/4" القطر × 4" طويلة) Tension ^ | X <-- أخير: 1/3 دور | X (~ 28000 رطل) | X | X | X | X | X | X | X | X | X | X | X | X | X |X <-- محكم الغلق (~ 1000 رطل) +------------------------------------> تناوب 0 1/8 1/4 3/8 1/2 5/8 3/4 (المنعطفات) ما الذي يشعر به مفتاح الربط: محكم الغلق: "اتصال... أكثر قليلا..." 1/8 دور: "تصبح حازمة..." 1/4 دور: "وهذا يتطلب جهدا..." 1/3 دور: "الناخر. موافق, that's done." منطقة الخطر (الإفراط في عزم الدوران): 1/2 دور: "لماذا أصبح الأمر أسهل? اوه ش--" (عوائد بولت, امتداد دائم, انخفاض قوة لقط)
مفتاح عزم الدوران يكمن. درجة حرارة, تشحيم, حالة الخيط - كلها تؤثر على عزم الدوران. لكن التمدد هو التمدد. طريقة قلب الجوز لا تهتم بالاحتكاك.
الحركة الحرارية للكابل: لماذا تحتاج إلى حلقات الخدمة
يؤدي تغير درجة الحرارة إلى تمدد الكابلات وتقلصها. هذا ما يحدث عندما لا تسمح بذلك:
تشغيل الكابل العمودي - 100 ارتفاع القدم
(موقف الشتاء مقابل الصيف)
الموصل العلوي الموصل العلوي
| |
| |
| شتاء (-20F) | صيف (+100F)
| تم تقصير الكابل | تطول الكابل
| |
| |
| |
| ___/ خدمة
| / حلقة
| / يستغرق
| / الركود
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
|/
Bottom Connector Bottom Connector
CABLE LENGTH CHANGE:
ΔL = L × α × ΔT
For L = 100 قدم = 1200 inches
α (النحاس) ≈ 9.4 × 10⁻⁶ /°F
ΔT = 120°F (من -20 درجة فهرنهايت إلى +100 درجة فهرنهايت)
ΔL = 1200 × 9.4هـ-6 × 120 = 1.35 inches
Without service loop: الذي - التي 1.35 بوصة تسحب الموصل.
مع حلقة الخدمة: حلقة تفتح/تغلق, يبقى الموصل في مكانه.
موقع أريزونا الذي ذكرته? لم يكن لديهم حلقات. ليلة الشتاء, -20درجة فهرنهايت الباردة (نادر, ولكن حدث). تقلصت الكابلات 1.5 بوصة. برزت ثلاثة موصلات مباشرة من الرافعات. صمت الراديو عند 3 ص. العميل لم يكن سعيدا.


يجب ان تكون تسجيل الدخول لإضافة تعليق.