

L’art de choisir des tuyaux à revêtement mécanique: Ce qu'ils ne vous disent pas dans les brochures
Regarder, Je suis dans ce jeu depuis 22 années. J'ai commencé comme inspecteur d'atelier à ’02, j'ai gravi les échelons du contrôle qualité, a passé une décennie dans l'analyse des échecs, et maintenant je suis le gars qu'ils appellent lorsqu'un projet d'un milliard de dollars est sur le point de spécifier le mauvais tuyau. J'ai vu mécaniquement tuyaux doublés économiser des budgets, et j'ai vu cela échouer de manière catastrophique parce que quelqu'un dans un bureau d'achats avait choisi l'option la moins chère sans comprendre ce qu'il achetait réellement..
Laisse-moi te dire quelque chose directement. La différence entre un mécanique tuyaux doublés ça dure 30 ans et celui qui commence à se délaminer après 18 mois? Il s’agit rarement des matières premières. Il s’agit de comprendre ce que vous demandez réellement au tuyau de faire.
Pourquoi les tuyaux à revêtement mécanique existent-ils ?
Au milieu des années 90, Je travaillais sur un projet en mer du Nord. Nous avions cette flowline de 16 pouces, duplex solide, coûte une fortune absolue. Le client était content, nous étions heureux, tout le monde est rentré chez soi avec des bonus. Puis le prix du nickel a explosé, et soudain, un tuyau CRA solide est devenu économiquement insensé pour le transport longue distance.
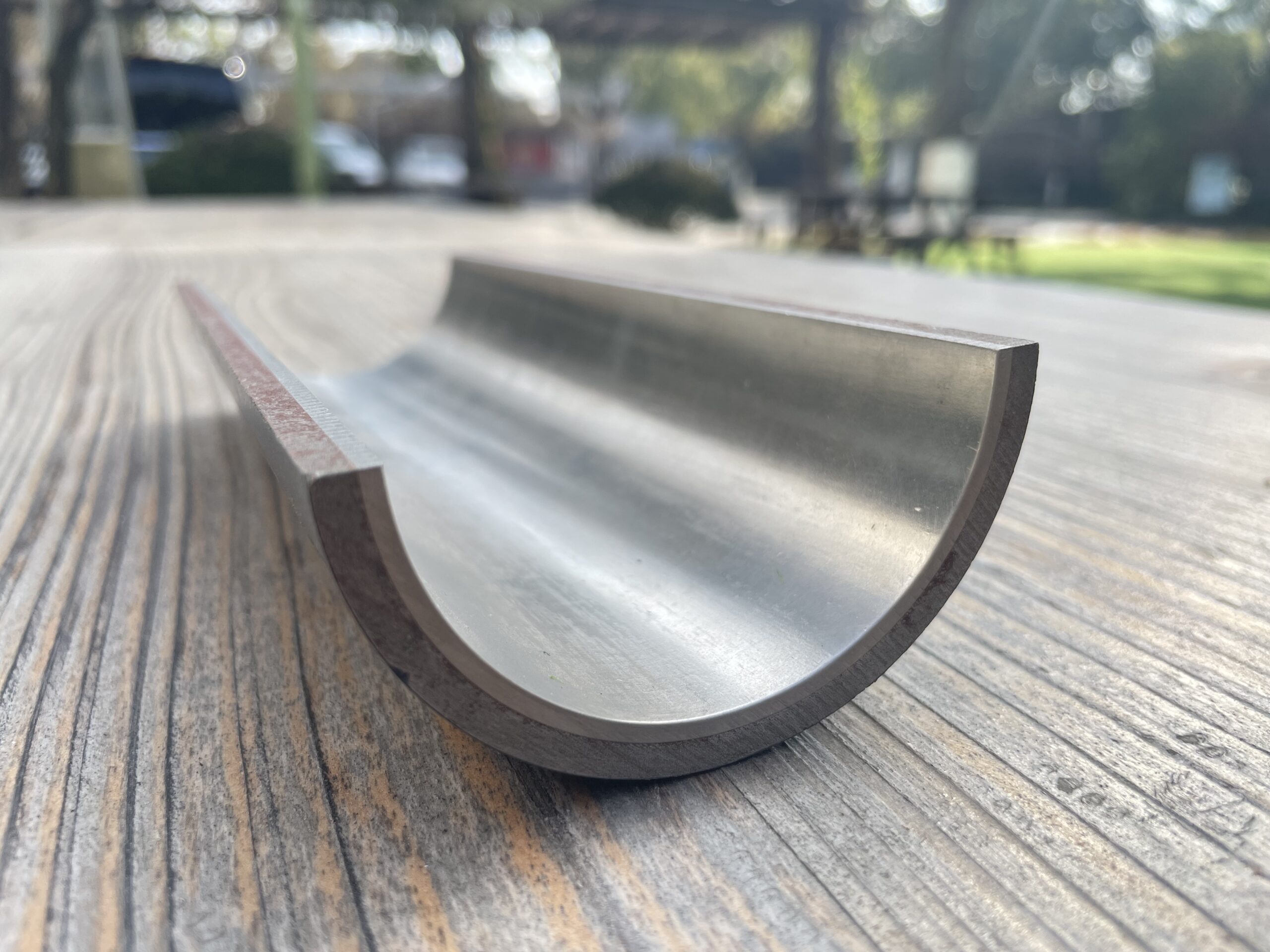
Voici le truc. Il n’est pas nécessaire que toute l’épaisseur de la paroi soit résistante à la corrosion. Tu as juste besoin d'une barrière. L'acier au carbone vous offre la résistance et le confinement de la pression. La fine doublure CRA, généralement de 2 mm à 3 mm, gère les choses désagréables. C'est toute la prémisse. Mais mécaniquement tuyaux doublés le tuyau n'est pas recouvert, et si vous ne comprenez pas cette distinction, tu vas passer une mauvaise journée.
Tuyau gainé? C'est un lien métallurgique. Fusion. Vous parlez de collage par laminage ou de revêtement anti-explosion où le revêtement et l'acier de support deviennent un seul matériau continu à l'interface.. C'est beau quand c'est bien fait, mais c'est cher et ça prend une éternité à fabriquer.
Les tuyaux à revêtement mécanique sont différents. On prend un tuyau de l'ARC, le glisser à l'intérieur d'un tuyau extérieur en acier au carbone, puis dilater l'ensemble de manière à ce que le revêtement appuie contre le tuyau extérieur avec suffisamment de pression de contact résiduelle pour qu'il reste en place. C'est un ajustement mécanique. Pas de fusion. Juste de la physique.
Et c’est là que la plupart des ingénieurs se trompent. Ils regardent une fiche technique, Voir “tuyaux doublés,” et supposons qu'il se comporte comme un ARC solide. Ce n'est pas le cas. Même pas proche.3

La question fondamentale que personne ne pose
Quand un chef de projet vient me voir et me dit “nous avons besoin de tuyaux revêtus pour une application de service acide,” ma première question est toujours la même.
Quelle température?
Pas la température de conception du diagramme de flux de processus. La température de fonctionnement réelle. Les températures transitoires. Les températures d'arrêt. Les taux de recharge.
Parce que les tuyaux à revêtement mécanique vivent et meurent par dilatation thermique différentielle.
Voici les calculs qui m'empêchent de dormir la nuit. L'acier au carbone a un coefficient de dilatation thermique d'environ 11.7 × 10⁻⁶ /°C. Votre liner 316L typique? C'est à peu près 16.0 × 10⁻⁶ /°C. Alors quand tu chauffes le tuyau, le revêtement veut se dilater plus que le tuyau extérieur. Cela augmente votre pression de contact. Bonne chose, droite?
Mais lorsque vous le refroidissez, par exemple lors d'un arrêt pendant un hiver en mer du Nord ou lors d'une exploitation de sables bitumineux au Canada, le revêtement rétrécit davantage.. Si vous baissez suffisamment la température, cet ajustement serré disparaît. Maintenant tu as une doublure lâche. Et une doublure lâche est une doublure morte.
J'avais un travail au Kazakhstan à l'époque ’08. Beau design, tout est parfaitement spécifié sur papier. Mais personne n’a pensé aux arrêts hivernaux à -40°C suivis d’injections rapides de fluides produits à 80°C.. Premier cycle thermique, la doublure s'est déformée. Ridé comme le genou d'un éléphant. J'ai dû couper 3 kilomètres de tuyaux et recommencer.
La leçon? Vous devez calculer votre pression de contact minimale à chaque température attendue. Pas seulement en régime permanent. Chaque condition transitoire.
Laissez-moi vous donner le calcul approximatif que nous utilisons pour la sélection initiale. La pression de contact résiduelle à la température T est:
P_c(T) = P_0 + [ (une_liner – α_cs) × (T – T_installer) × E_liner × t_liner ] / D
où:
-
P_0 est votre pression de contact initiale après fabrication
-
α sont les coefficients de dilatation thermique
-
E_liner est le module du matériau du revêtement
-
t_liner est l'épaisseur du revêtement
-
D est le diamètre nominal
Si ce chiffre devient négatif à tout moment dans votre enveloppe de fonctionnement, tu as des problèmes. Arrêt complet. Ne passe pas, va, ne collecte pas $200.
La variable manufacturière qui change tout
Voici quelque chose que vous ne verrez pas dans les brochures commerciales. Comment font-ils réellement élargir le tuyau?
Il existe essentiellement deux écoles de pensée dans l'industrie. Expansion hydraulique et expansion mécanique. J'ai travaillé avec les deux. J'ai corrigé les échecs des deux. Et j'ai des opinions bien arrêtées.
L'expansion hydraulique est ce que nous utilisons dans notre installation. Vous scellez les extrémités de l'assemblage doublé, remplir l'anneau avec de l'eau (ou parfois de l'huile), et mettez-y la pression. Nous parlons 400 À 900 barre en fonction de la taille et de l'épaisseur de la paroi. Le tuyau se dilate plastiquement, et quand tu relâches la pression, l'acier au carbone rebondit plus que le revêtement, laissant cette pression de contact résiduelle que j'ai mentionnée plus tôt.
L'avantage? Expansion uniforme. Toute la longueur du tuyau subit la même pression en même temps. La répartition de votre pression de contact est incroyablement cohérente.
L'inconvénient? Effets finaux. Les 100 derniers mm environ à chaque extrémité du tuyau ne se dilatent pas tout à fait de la même manière en raison des dispositions d'étanchéité.. Soit vous coupez ces extrémités, soit vous en tenez compte dans votre conception.
L'expansion mécanique utilise un racleur ou un mandrin qui est tiré ou poussé à travers l'assemblage, étirer mécaniquement le tuyau au fur et à mesure. Certains de nos concurrents ne jurent que par lui. Temps de cycle plus rapides, moins d'équipement, pas de manipulation de l'eau.
Mais voici ce que j'ai vu dans l'analyse des échecs. L'expansion mécanique peut laisser des variations circonférentielles. Le tuyau se dilate, détend, et parfois, vous obtenez ces ondulations subtiles : des variations microscopiques de la pression de contact autour de la circonférence.. En fonctionnement normal, bien. Mais si vous faites du vélo en température ou en pression, ces variations deviennent des points d'initiation à la fatigue ou à l'instabilité.
Je ne dis pas que l'expansion mécanique est mauvaise. Certains de mes meilleurs amis fabriquent des tuyaux expansés mécaniquement. Mais pour les services critiques : en eaux profondes, température élevée, acide sévère - je spécifie l'hydraulique à chaque fois.
La table que personne ne vous montre
Je garde une feuille de calcul sur mon ordinateur portable. Je l'ai mis à jour la semaine dernière après avoir examiné certaines données d'échec du Moyen-Orient.. Voici la version simplifiée de ma façon de penser sur la sélection des matériaux de revêtement..
| Conditions de service | Matériau de revêtement | Épaisseur minimale | Température maximale | Coût relatif | Le piège |
|---|---|---|---|---|---|
| Doux aigre, service doux, injection d'eau | 316L | 2.5mm | 250° C | 1.0 | Les chlorures le tueront au-dessus de 60°C |
| Acide modéré, quelques chlorures | 904L | 2.5mm | 300° C | 1.8 | Le soudage est difficile, nécessite une procédure minutieuse |
| H₂S élevé, teneur élevée en chlorures, température modérée | 825 | 2.5mm | 350° C | 2.4 | La disponibilité se dégrade chaque année |
| Extrêmement aigre, haute température, soufre élémentaire | 625 | 3.0mm | 400° C | 3.2 | Problèmes de fragilisation par l'hydrogène dans le revêtement |
| Espaces restreints, sensible au poids | 2205 | 2.0mm | 200° C | 1.5 | Moins ductile lors de la dilatation |
| Injection d'eau de mer, basse température | 316L | 3.0mm | 80° C | 1.0 | Le MIC peut être un problème, envisager l'ajout de Cu |
Que “attraper” colonne? C'est ce que l'on apprend uniquement en regardant les tuyaux tomber en panne.. Laisse-moi en déballer quelques-uns.
Le piège à chlorure 316L
Tout le monde aime le 316L. C'est pas cher, c'est disponible, chaque fabricant sait comment le souder. Mais j'ai perdu le compte du nombre de pannes que j'ai vues lorsque quelqu'un a mis un tuyau revêtu de 316L dans un service de chlorure chaud parce que “la température n'est que de 80°C.”
Voici le problème. 80°C est la température globale du fluide. Mais juste au niveau de la paroi du tuyau, surtout si vous avez des encrassements ou des dépôts, la température de surface peut être plus élevée. Et si jamais tu fais un pressing pour nettoyer? Vous êtes soudainement à 130°C ou plus. La fissuration par corrosion sous contrainte de chlorure ne se soucie pas de votre base de conception. Il se soucie de ce qui se passe réellement.
J'ai eu un cas dans une raffinerie de Chine - désolé, Je ne peux pas nommer le client – où ils ont utilisé un tuyau revêtu de 316 L pour un service d'eau produite. Conception dit 75°C max. Mais il y avait cette section en aval d'une vanne de descente où le flash provoquait un échauffement localisé.. Rien de majeur, peut-être 95°C au mur. Six mois plus tard, nous retirions les fissures capillaires d'un joint sur deux. L'ensemble du lot a dû être mis au rebut.
Si vous avez des chlorures et que vous êtes au dessus de 60°C, Je vais te pousser vers le 904L ou 825. Oui, Ça coûte plus cher. Mais ça coûte moins cher que de remplacer 5 kilomètres de canalisation.
Ce que les normes ne vous disent pas sur l’hydrogène
On parle beaucoup ces derniers temps dans l’industrie du transport de l’hydrogène.. Réutilisation des gazoducs existants pour l'hydrogène, construire une nouvelle infrastructure hydrogène. Et tout le monde s’interroge sur les conduites revêtues pour le service d’hydrogène.
Voici la chose qui m'empêche de dormir. La fragilisation par l'hydrogène dans les matériaux CRA est complexe, et les normes n'ont pas encore rattrapé leur retard. Nous avons NACE MR0175/ISO 15156 pour un service aigre, mais le service hydrogène est différent. des pressions plus élevées, différents mécanismes de dommages.
Je participe actuellement à un projet industriel commun (je ne peux pas dire lequel) qui porte sur des tuyaux revêtus pour l'hydrogène pur à 100 bar plus. Les premières indications indiquent que certaines de nos hypothèses sur les matériaux de revêtement sont fausses.. Spécifiquement, des alliages de nickel que nous pensions immunisés? Pas tellement. Il y a des effets d’hydrogène sur l’interface de liaison que nous n’avions pas prédits.
Si vous spécifiez un tuyau doublé pour l'hydrogène, et quelqu'un vous dit avec assurance que “toutes les normes disent que ça va,” être méfiant. Nous apprenons encore. Demander des données de test. Demandez des références. Et prévoyez une marge de sécurité.
Le cauchemar de la préparation des extrémités de soudure
Voici quelque chose qui cause plus de problèmes sur le terrain que presque toute autre chose. Comment terminer le tuyau doublé?
Tu as cette belle pipe, ajustement serré parfait, bel alésage lisse. Ensuite, vous devez le souder au joint suivant ou à un raccord. Et du coup, il faut s'occuper du liner à l'extrémité de la soudure.
Il existe essentiellement quatre approches, et je les ai tous vus échouer lorsqu'ils étaient mal faits.
Méthode 1: Doublure exposée. Vous avez coupé les deux tuyaux, laissant la doublure dépasser. Ensuite, vous soudez les tuyaux extérieurs en acier au carbone ensemble, puis tu soudes une pièce de fermeture entre les liners. Cela vous donne une surface CRA continue. C'est beau quand c'est bien fait. Mais c'est lent, cela nécessite des soudeurs hautement qualifiés, et il faut parfaitement gérer l'aménagement. J'ai vu plus d'une panne sur le terrain où la soudure de fermeture s'est fissurée parce que quelqu'un s'était trompé d'écartement..
Méthode 2: Soudage par superposition. Vous soudez d'abord le joint en acier au carbone, Ensuite, vous allez à l'intérieur et soudez l'acier au carbone exposé avec du métal d'apport CRA.. C'est plus rapide, plus indulgent pour les problèmes d'aménagement. Mais maintenant, vous avez une transition entre le revêtement d'origine et le revêtement de soudure.. Si cette transition ne se fait pas en douceur, tu as une crevasse. Et les crevasses sont le point de départ de la corrosion.
Méthode 3: Extrémités soudées plaquées. Certains fabricants fournissent des tuyaux avec une transition à revêtement intégral aux extrémités. Les derniers 50 mm environ du tuyau sont en fait recouverts de métallurgie plutôt que d'un revêtement mécanique.. Vous soudez l'acier au carbone, et l'extrémité plaquée protège la zone de soudure. C'est mon approche préférée pour le service critique. Cela coûte plus cher au départ, mais cela permet d'économiser une fortune en temps de soudage sur le terrain.
Méthode 4: Manches internes. Vous soudez l'acier au carbone, Ensuite, vous insérez un manchon CRA séparé qui enjambe le joint et vous le soudez aux deux extrémités.. Ceci est courant dans les situations de rénovation. Mais maintenant, vous disposez de deux soudures circonférentielles par joint., et chacun est un chemin de fuite potentiel.
J'ai eu un projet en mer du Nord où l'entrepreneur a décidé d'économiser de l'argent en utilisant des revêtements exposés avec des soudeurs non qualifiés.. Premier test de pression, nous avons eu des fuites à 30% des articulations. La reprise a coûté trois fois plus que ce qu'un soudage par recouvrement aurait coûté au départ..
Le piège de l’inspection
En voici un autre. Comment inspecter les tuyaux à revêtement mécanique après l'installation?
Vous ne pouvez pas simplement exploiter un cochon intelligent standard. La plupart des outils d'inspection sont conçus pour les tuyaux à paroi solide. Ils mesurent l’épaisseur des parois ou recherchent des pertes de métal. Mais en tube doublé, tu as deux couches, et le lien entre eux n’est pas magnétique ou ultrasonique de manière simple.
Il y a quelques années, j'ai travaillé avec un exploitant de pipeline qui utilisait un outil standard de fuite de flux magnétique à travers son tuyau revêtu.. L'outil a signalé “perte de mur” à plusieurs endroits. Ils ont déterré le tuyau, découper des sections, et je n'ai rien trouvé. L'outil considérait l'interface entre le revêtement et le tuyau extérieur comme un défaut.
Ce dont vous avez réellement besoin, ce sont des outils à ultrasons spécialisés capables de faire la distinction entre les couches.. Et même alors, vous recherchez principalement un décollement ou un flambage du liner, pas de corrosion traditionnelle. Le monde de l’inspection n’a pas encore complètement rattrapé la technologie des tubes revêtus.
Si vous installez des tuyaux revêtus dans un endroit critique où vous aurez besoin d'une surveillance continue de l'intégrité, réfléchis à ça d'avance. Pouvez-vous exécuter les outils d’inspection dont vous aurez besoin? Le pipeline est-il conçu pour l'accès aux outils? Ou allez-vous deviner l'état de la doublure dans 10 années?
L'histoire personnelle qui m'a fait changer d'avis
Laissez-moi vous parler d'un travail en Afrique de l'Ouest. Projet en eaux profondes, opérateur de renom, toutes les ressources d'ingénierie que vous pouvez imaginer. Ils avaient spécifié un tuyau à revêtement 825 pour une conduite transportant de l'eau chaude., production d'acide. Tout semblait parfait sur le papier.
Mais quand le premier lot de pipes est arrivé, notre équipe d'inspection a remarqué quelque chose d'étrange. La surface du revêtement présentait un léger motif de décoloration. Presque comme des filigranes. Le fabricant a dit qu'il s'agissait simplement de marques de manipulation, pas grave.
J'ai pris l'avion pour le voir moi-même. J'ai apporté un testeur de dureté portable sur la doublure environ 50 emplacements. La dureté était constante, ce qui était bien. Mais je n'ai toujours pas aimé ces marques.
Nous avons fini par prélever un échantillon dans l'un des “suspect” tuyaux et l'envoyer pour la métallographie. Ce que nous avons trouvé était surprenant. Pendant le processus de dilatation hydraulique, il y avait eu une certaine contamination dans le fluide sous pression. Des particules microscopiques étaient incrustées dans la surface du revêtement. Rien qui ait affecté les performances de corrosion à court terme. Mais dans un milieu riche en chlorure, environnement à haute température? Ces particules incorporées pourraient devenir des sites d’initiation pour les piqûres.
Nous avons rejeté tout le lot. Le fabricant était furieux. Le calendrier du projet en a pris un coup. Mais trois ans plus tard, quand ce domaine a été mis en ligne et a commencé à produire, J'ai reçu un appel du responsable de l'intégrité de l'opérateur. Ils avaient eu des problèmes de corrosion dans d’autres parties de l’installation, mais le tuyau doublé? Parfait. Pas une seule fosse.
Cette expérience m'a appris quelque chose. La différence entre un bon tuyau doublé et un bon tuyau doublé ne réside pas toujours dans les spécifications.. C'est dans le contrôle du processus. C'est dans la propreté. Tout est dans le souci du détail lors de la fabrication.
La question du coût à laquelle personne ne répond honnêtement
Les gens me demandent tout le temps: “Combien les tuyaux à revêtement mécanique sont-ils moins chers que les CRA solides?”
La réponse honnête est: ça dépend, et quiconque te donne un seul numéro ment.
Pour un horaire standard de 12 pouces 40 tuyau en 316L, le tuyau doublé pourrait être 40% moins cher que le 316L solide. Mais pour un tuyau à paroi épaisse de 20 pouces 625, les économies peuvent être 70% ou plus. Plus le support en acier au carbone est épais, plus vous économisez, parce que vous remplacez un alliage coûteux par de l'acier au carbone bon marché.
Mais voici le piège. Les coûts d'installation sont différents. Le soudage des tuyaux revêtus prend plus de temps. L'inspection est plus compliquée. Les raccords et les brides nécessitent une attention particulière. Votre ratio de coût installé peut donc être différent de votre ratio de coût matériel..
Je dis toujours aux clients de faire une comparaison du coût total d'installation, pas seulement une comparaison des coûts des matériaux. Et tenez compte du coût d’une défaillance potentielle. Pour un faible risque, ligne d'injection d'eau à basse température, le tuyau doublé est une évidence. Pour une température élevée, conduite de gaz acide haute pression avec accès limité pour réparation, peut-être que l'ARC solide redevient attrayante.
L'avenir et pourquoi je suis inquiet
Je vais être honnête avec toi. L’industrie des tubes revêtus est actuellement confrontée à certains défis.
Première, disponibilité des matières premières. Le marché des alliages de nickel est volatil depuis des années. Délais de livraison pour 825 et 625 s'étendent. Certains projets attendent 12 mois ou plus pour les matériaux de revêtement. Cela pousse les gens vers des alternatives moins adaptées ou vers des fournisseurs de qualité douteuse..
Deuxième, pénurie de compétences. Les gens qui comprennent vraiment les tuyaux revêtus : la métallurgie, la fabrication, les modes de défaillance – prennent leur retraite. Je suis 58, et je suis l'un des plus jeunes de la communauté d'analyse des échecs. Le savoir institutionnel s’en va, et je ne suis pas sûr que la prochaine génération soit prête à l'attraper.
Troisième, la question de l'hydrogène. Si le transport de l’hydrogène décolle comme tout le monde le prédit, nous allons avoir besoin d'énormes quantités de tuyaux revêtus. Mais nous ne comprenons pas encore pleinement les performances à long terme. Des programmes de recherche sont en cours, mais ils prennent du temps. Je crains que la pression commerciale ne dépasse la compréhension technique.
Et quatrièmement, la pression de la qualité. Il y a des fabricants qui prennent des raccourcis. Utilisation de matériaux de revêtement de qualité inférieure, réduire les pressions d'expansion, sauter les contrôles de qualité. Ils s'en sortent parce que le tuyau passe l'inspection initiale. mais 5 des années plus tard, quelqu'un va avoir un problème très coûteux.
Mes règles empiriques
Après 22 années, J'ai résumé cela à quelques règles simples. Ils ne remplaceront pas une ingénierie appropriée, mais ils vous éviteront des ennuis pendant que vous effectuez l'ingénierie appropriée.
Règle 1: Si vous ne pouvez pas calculer la pression de contact minimale dans chaque condition attendue, tu n'as pas fini le design.
Règle 2: L'épaisseur du revêtement est votre tolérance à la corrosion. Si vous spécifiez 2,5 mm, c'est ce que tu obtiens. Ne présumez pas que vous avez de la marge.
Règle 3: Les extrémités soudées sont le point faible. Dépenser de l'argent là-bas.
Règle 4: Si le prix est trop beau pour être vrai, quelqu'un saute quelque chose.
Règle 5: Parlez aux gens qui ont fabriqué la pipe, pas seulement le représentant commercial. Renseignez-vous sur leur contrôle de processus. Renseignez-vous sur leurs taux de rejet. Renseignez-vous sur leur dernière enquête sur les échecs.
Règle 6: Pour le service critique, couper et tester au moins un joint de production avant d'accepter l'ensemble du lot. C'est une assurance pas chère.
Un exemple récent qui me garde humble
L'année dernière, J'ai consulté sur un projet au Moyen-Orient. Champ de gaz géant, CO₂ élevé, modéré H₂S, températures autour de 120°C. Le client avait spécifié un tuyau à revêtement 825, 3mm doublure, tout avait l'air bien.
Mais lors de l'examen détaillé de la conception, J'ai remarqué quelque chose. Le pipeline comportait plusieurs sections qui seraient installées par enroulement. Le tuyau serait enroulé sur un grand tambour, transporté, puis redressé lors de l'installation.
Personne n'avait vérifié l'effet de cette flexion sur la pression de contact du revêtement..
Nous avons effectué une FEA rapide. Pendant le déroulement, les contraintes de compression à l'intérieur du coude étaient suffisamment élevées pour provoquer un flambage local du revêtement à l'état tel que fabriqué. Pas pendant le fonctionnement, mais pendant l'installation.
Nous avons fini par requalifier le tuyau avec un revêtement plus épais et un processus d'expansion modifié pour augmenter la pression de contact initiale.. Cela a ajouté des coûts et des délais. Mais si nous ne l'avions pas attrapé, ce tuyau aurait eu des revêtements lâches avant même d'atteindre le fond marin.
Le point est, le tuyau doublé n’est pas seulement une sélection de matériaux. C'est un système. Il faut penser à chaque phase de sa vie: fabrication, transport, Installation, opération, Inspection. Chaque phase impose des charges différentes sur cette liaison mécanique.
L'essentiel
Les tuyaux à revêtement mécanique sont une solution géniale lorsqu’ils sont appliqués correctement. Cela a permis à l'industrie d'économiser des milliards de dollars par rapport à une ARC solide.. Cela a permis des projets qui auraient été économiquement impossibles autrement.
Mais ce n'est pas magique. Cela ne remplace pas la compréhension de ce que vous faites. La liaison entre le liner et le tuyau extérieur est mécanique, non métallurgique. Il a des limites. Il a des modes de défaillance. Cela demande du respect.
Diagrammes d'analyse technique pour la sélection de tuyaux à revêtement mécanique
Désalignement de la cage d'ancrage: Avant et après le versement
C'est ce qui continue de se produire lorsque vous n'utilisez pas un modèle performant. La cage se déplace lors de la mise en place du béton.
VUE EN PLAN - HAUT DE FONDATION
(REGARDANT EN BAS)
POSITION SOUHAITÉE POSITION RÉELLE
(Spec: ±1/8" La tolérance) (Ce que nous avons trouvé en SC: 1.5" changement)
N N
| |
| |
W-----+-----E W-----+-----E
| | X
| | X
S S X
XXX
Cage shifted SE
ANCHOR BOLT CIRCLE
(12 modèle de boulon illustré simplifié)
Voulu: ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Found: ○ ○ ○ ○ ○ ○ ○ ○ ○ X X X X
(3 boulons mal positionnés)
Le calcul à ce sujet? Excentricité e = 1.5 pouces. Sur un monopole de 120 pieds, cette excentricité crée un moment supplémentaire:
Où P est la charge verticale. Pour un poids de tour de 50 kips, c'est un extra 6,250 pieds-livres de flexion à la base pour laquelle personne n'a été conçu. La tour ne tient jamais droite. Il est né penché.
Mesure de plomberie: Le contrôle à trois visages
La plupart des équipages vérifient des deux côtés. Sur une tour triangulaire, ce n'est pas suffisant. Voici pourquoi:
SECTION A-A À TRAVERS LA TOUR
(REGARDANT D'EN HAUT)
Visage A
/\
/ \
/ \
/ \
/ \
/ \
/ \
/ \
\ /
\ /
\ /
\ /
\ /
\ /
\ /
\/
Face C Face B
MEASUREMENT POINTS:
Positions du théodolite à intervalles de 120°:
Position 1: Sight along Face A
Position 2: Rotation à 120°, sight along Face B
Position 3: Rotation à 120°, sight along Face C
DEFLECTION READINGS (pouces en haut):
Tour "A" (Semble droit des deux côtés):
Visage A: +1.0" (se penche vers le nord)
Visage B: +0.5" (se penche NE)
Visage C: -1.5" (se penche SW) ← Problème!
Déflexion moyenne = (1.0 + 0.5 - 1.5)/3 = 0.0
Mais écart maximum = 1.5" → Twist present
Tower "b" (En fait hétéro):
Visage A: +0.2"
Visage B: +0.1"
Visage C: -0.3"
Moyenne = 0.0, maximum = 0.3" ✓
La torsion dans la tour A met de la torsion dans chaque connexion. Les boulons sur la face C subissent plus de cisaillement que prévu. C'est un échec de fatigue qui attend de se produire.
Méthode du tour d'écrou: Progression de la tension des boulons
Voici ce qui se passe à l'intérieur d'un boulon lorsque vous le serrez correctement:
TENSION DES BOULONS vs. ROTATION DES ÉCROUS (Pour boulon A325, 3/4" diamètre x 4" long) Tension ^ | X <-- Final: 1/3 tourner | X (~ 28 000 livres) | X | X | X | X | X | X | X | X | X | X | X | X | X |X <-- Bien serré (~1 000 livres) +------------------------------------> Rotation 0 1/8 1/4 3/8 1/2 5/8 3/4 (tourne) À QUOI RESSEMBLE LA CLÉ: Bien serré: "Contact... un peu plus..." 1/8 tourner: "Devenir ferme..." 1/4 tourner: "Cela demande des efforts..." 1/3 tourner: "GROGNEMENT. Bien, that's done." ZONE DANGEREUSE (Trop de couple): 1/2 tourner: "Pourquoi est-ce que ça devient plus facile? Oh merde..." (Les rendements des boulons, étirement permanent, force de serrage réduite)
La clé dynamométrique se trouve. température, lubrification, état du filetage : tout affecte le couple. Mais l'étirement est l'étirement. La méthode du tour d’écrou ne se soucie pas de la friction.
Mouvement thermique des câbles: Pourquoi vous avez besoin de boucles de service
Le changement de température provoque la dilatation et la contraction des câbles. Voilà ce qui arrive quand vous ne le permettez pas:
CHEMIN DE CÂBLE VERTICAL - 100 HAUTEUR DES PIEDS
(Position hiver vs été)
Connecteur supérieur Connecteur supérieur
| |
| |
| Hiver (-20F) | Été (+100F)
| Câble raccourci | Câble allongé
| |
| |
| |
| ___/ Service
| / boucle
| / prend
| / mou
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
|/
Bottom Connector Bottom Connector
CABLE LENGTH CHANGE:
ΔL = L × α × ΔT
For L = 100 pi = 1200 inches
α (cuivre) ≈ 9.4 × 10⁻⁶ /°F
ΔT = 120°F (de -20°F à +100°F)
ΔL = 1200 × 9,4e-6 × 120 = 1.35 inches
Without service loop: Que 1.35 pouces tire le connecteur.
Avec boucle de service: La boucle s'ouvre/se ferme, le connecteur reste en place.
Le site de l'Arizona dont j'ai parlé? Ils n'avaient pas de boucles. Nuit d'hiver, -20°F coup de froid (rare, mais c'est arrivé). Les câbles ont rétréci 1.5 pouces. J'ai fait sauter trois connecteurs directement des prises. Silence radio à 3 SUIS. Le client n'était pas content.



Vous devez être connecté dans pour poster un commentaire.