

Nghệ Thuật Chọn Ống Lót Bằng Máy: Những điều họ không nói với bạn trong tài liệu quảng cáo
Nhìn, Tôi đã tham gia trò chơi này được một thời gian 22 năm. Bắt đầu là nhân viên kiểm tra xưởng sản xuất ’02, tôi đã tiến bộ nhờ kiểm soát chất lượng, dành một thập kỷ để phân tích thất bại, và bây giờ tôi là người được gọi khi một dự án tỷ đô sắp sửa sai đường ống. Tôi đã nhìn thấy một cách máy móc LÓT ỐNG tiết kiệm ngân sách, và tôi đã chứng kiến nó thất bại thảm hại vì ai đó ở văn phòng thu mua đã chọn phương án rẻ nhất mà không hiểu họ thực sự đang mua gì.
Hãy để tôi nói thẳng cho bạn điều gì đó. Sự khác biệt giữa một cách máy móc LÓT ỐNG điều đó kéo dài 30 năm và một năm bắt đầu phân tách sau 18 tháng? Ít khi nói về nguyên liệu thô. Đó là về việc hiểu bạn thực sự đang yêu cầu cái ống làm cái quái gì.
Tại sao ống lót cơ khí thậm chí còn tồn tại
Trở lại giữa những năm 90, Tôi đang làm việc trong một dự án Biển Bắc. Chúng tôi đã có dòng chảy 16 inch này, song công vững chắc, tốn một gia tài tuyệt đối. Khách hàng đã rất vui, chúng tôi đã hạnh phúc, mọi người về nhà với tiền thưởng. Sau đó giá niken tăng vọt, và đột nhiên ống CRA rắn trở nên điên rồ về mặt kinh tế khi vận chuyển đường dài.
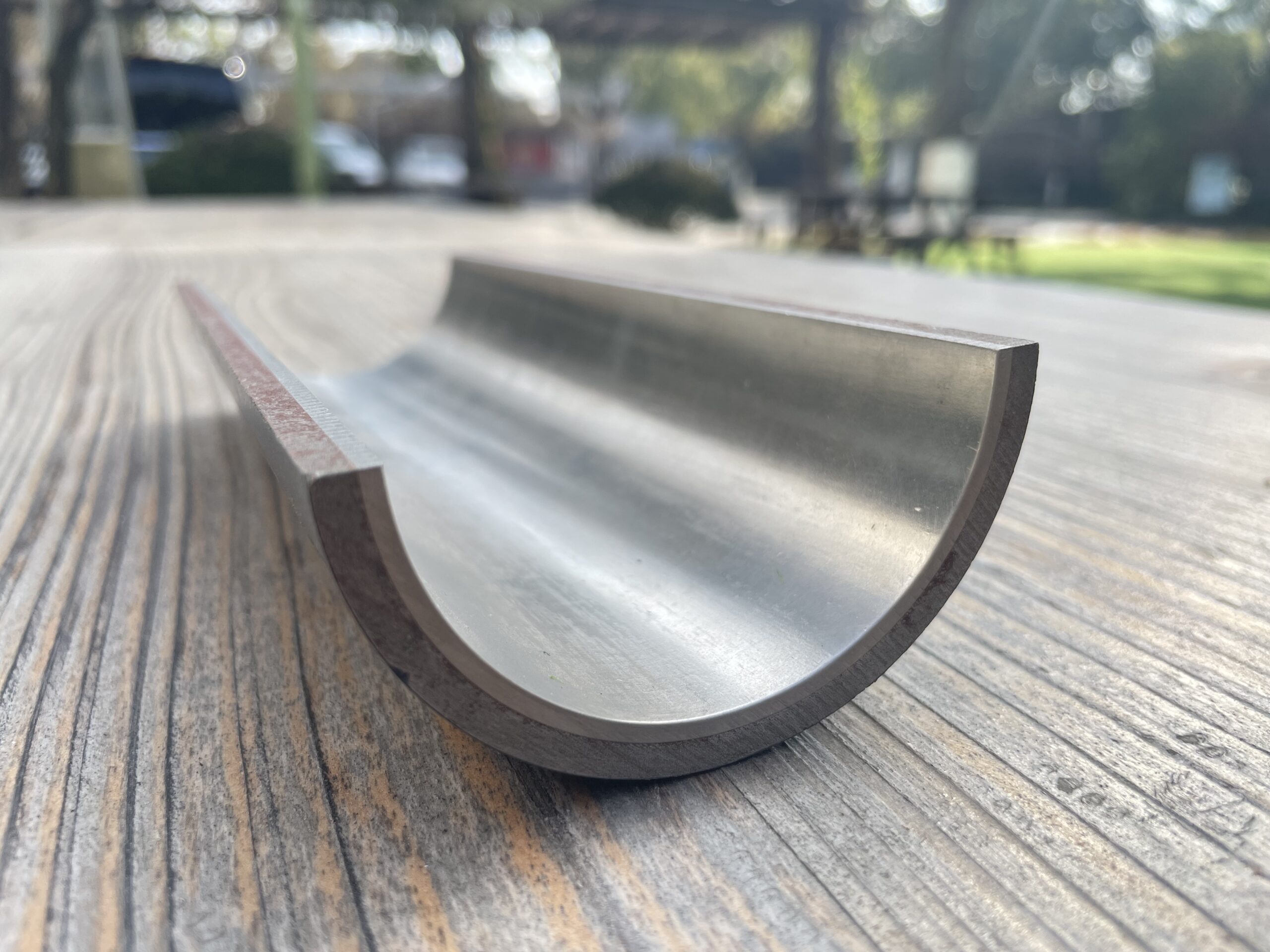
Đây là điều. Bạn không cần toàn bộ độ dày của tường để chống ăn mòn. Bạn chỉ cần một rào cản. Thép carbon mang lại cho bạn sức mạnh và khả năng ngăn chặn áp lực. Lớp lót CRA mỏng — thường từ 2 mm đến 3 mm — xử lý những thứ khó chịu. Đó là toàn bộ tiền đề. Nhưng về mặt máy móc LÓT ỐNG không phải là ống bọc, và nếu bạn không hiểu sự khác biệt đó, bạn sẽ có một ngày tồi tệ.
ống bọc? Đó là liên kết luyện kim. Sự kết hợp. Bạn đang nói về liên kết cuộn hoặc lớp phủ nổ trong đó lớp lót và thép nền trở thành một vật liệu liên tục ở bề mặt tiếp xúc. Thật đẹp khi nó được thực hiện đúng, nhưng nó đắt tiền và phải mất rất nhiều thời gian để sản xuất.
Ống lót cơ khí là khác nhau. Chúng tôi đang sử dụng ống CRA, trượt nó vào bên trong ống thép carbon bên ngoài, và sau đó mở rộng toàn bộ cụm sao cho lớp lót ép vào ống bên ngoài với áp suất tiếp xúc dư đủ để nó giữ nguyên. Đó là một sự phù hợp can thiệp cơ học. Không hợp nhất. Chỉ là vật lý.
Và đây là điểm mà hầu hết các kỹ sư đều mắc sai lầm. Họ nhìn vào một bảng thông số kỹ thuật, Xem “LÓT ỐNG,” và cho rằng nó hoạt động giống như CRA rắn. Nó không. Thậm chí không gần.3

Câu hỏi cơ bản Không ai hỏi
Khi người quản lý dự án đến gặp tôi và nói “chúng tôi cần ống lót cho ứng dụng dịch vụ chua,” câu hỏi đầu tiên của tôi luôn giống nhau.
Nhiệt độ bao nhiêu?
Không phải nhiệt độ thiết kế từ sơ đồ quy trình. Nhiệt độ hoạt động thực tế. Nhiệt độ thoáng qua. Nhiệt độ tắt máy. Tỷ lệ hồi chiêu.
Bởi vì đường ống được lót cơ học tồn tại và chết do sự giãn nở nhiệt chênh lệch.
Đây là phép toán khiến tôi thức đêm. Thép cacbon có hệ số giãn nở nhiệt khoảng 11.7 × 10⁻⁶ /°C. Lớp lót 316L điển hình của bạn? Đó là về 16.0 × 10⁻⁶ /°C. Vì vậy khi bạn làm nóng đường ống lên, lớp lót muốn mở rộng hơn ống bên ngoài. Điều đó làm tăng áp lực tiếp xúc của bạn. Điều tốt, Phải?
Nhưng khi bạn làm nguội nó - chẳng hạn như khi ngừng hoạt động vào mùa đông ở Biển Bắc hoặc hoạt động khai thác cát dầu ở Canada - lớp lót sẽ co lại nhiều hơn. Nếu bạn giảm nhiệt độ đủ xa, sự can thiệp đó biến mất. Bây giờ bạn đã có một lớp lót lỏng lẻo. Và một lớp lót lỏng lẻo là một lớp lót chết.
Hồi trước tôi đã có việc làm ở Kazakhstan ’08. Thiết kế đẹp, mọi thứ đều được mô tả hoàn hảo trên giấy. Nhưng không ai nghĩ đến việc ngừng hoạt động vào mùa đông ở nhiệt độ -40°C, sau đó là việc bơm nhanh chất lỏng được tạo ra ở nhiệt độ 80°C vào. Chu kỳ nhiệt đầu tiên, lớp lót bị vênh. Đầu gối nhăn nheo như đầu voi. Đã phải cắt bỏ 3 km đường ống và bắt đầu lại.
bài học? Bạn cần tính toán áp suất tiếp xúc tối thiểu ở mọi nhiệt độ dự kiến. Không chỉ ở trạng thái ổn định. Mọi tình trạng nhất thời.
Hãy để tôi cung cấp cho bạn phép tính sơ bộ mà chúng tôi sử dụng để sàng lọc ban đầu. Áp suất tiếp xúc dư ở nhiệt độ T là:
P_c(T) = P_0 + [ (a_liner – α_cs) × (T – T_cài đặt) × E_liner × t_liner ] / D
Ở đâu:
-
P_0 là áp lực tiếp xúc ban đầu của bạn sau khi sản xuất
-
α là hệ số giãn nở nhiệt
-
E_liner là mô đun của vật liệu lót
-
t_liner là độ dày lớp lót
-
D là đường kính danh nghĩa
Nếu con số đó âm tại bất kỳ thời điểm nào trong phong bì hoạt động của bạn, bạn đang gặp vấn đề. Dừng hoàn toàn. Đừng vượt qua đi, không thu thập $200.
Biến sản xuất làm thay đổi mọi thứ
Đây là thứ bạn sẽ không thấy trong tài liệu quảng cáo bán hàng. Làm thế nào để họ thực sự mở rộng đường ống?
Về cơ bản có hai trường phái tư tưởng trong ngành. Mở rộng thủy lực và mở rộng cơ học. Tôi đã làm việc với cả hai. Tôi đã sửa lỗi từ cả hai. Và tôi có quan điểm mạnh mẽ.
Mở rộng thủy lực là những gì chúng tôi sử dụng tại cơ sở của mình. Bạn bịt kín các đầu của cụm lót, đổ đầy nước vào hình khuyên (hoặc đôi khi dầu), và gây áp lực để thoát khỏi nó. chúng tôi đang nói chuyện 400 để 900 thanh tùy thuộc vào kích thước và độ dày của tường. Ống nở ra một cách dẻo, và khi bạn giải phóng áp lực, thép carbon đàn hồi nhiều hơn lớp lót, để lại áp lực tiếp xúc dư mà tôi đã đề cập trước đó.
lợi thế? Mở rộng thống nhất. Toàn bộ chiều dài của đường ống chịu cùng một áp suất tại cùng một thời điểm. Sự phân bố áp lực tiếp xúc của bạn cực kỳ nhất quán.
Điều bất lợi? Hiệu ứng cuối. Khoảng 100mm cuối cùng ở mỗi đầu ống không giãn ra như nhau do cách sắp xếp bịt kín. Bạn có thể cắt bỏ những phần cuối đó hoặc tính đến chúng trong thiết kế của mình.
Sự giãn nở cơ học sử dụng một trục quay hoặc một trục gá được kéo hoặc đẩy qua cụm lắp ráp, kéo căng ống một cách cơ học khi nó đi. Một số đối thủ cạnh tranh của chúng tôi khẳng định điều đó. Thời gian chu kỳ nhanh hơn, ít thiết bị hơn, không xử lý nước.
Nhưng đây là những gì tôi đã thấy trong phân tích thất bại. Sự giãn nở cơ học có thể để lại những biến đổi theo chu vi. Đường ống mở rộng, thư giãn, và đôi khi bạn nhận được những gợn sóng tinh tế này—những thay đổi vi mô về áp lực tiếp xúc xung quanh chu vi. Trong điều kiện hoạt động bình thường, khỏe. Nhưng nếu bạn đang đạp xe nhiệt độ hoặc áp suất, những biến đổi đó trở thành điểm khởi đầu cho sự mệt mỏi hoặc băn khoăn.
Tôi không nói việc mở rộng cơ học là sai. Một số người bạn thân nhất của tôi làm ống mở rộng bằng máy móc. Nhưng đối với dịch vụ quan trọng—nước sâu, nhiệt độ cao, chua nặng—lần nào tôi cũng chỉ định thủy lực.
Cái bàn không ai chỉ cho bạn
Tôi giữ một bảng tính trên máy tính xách tay của mình. Đã cập nhật nó vào tuần trước sau khi xem xét một số dữ liệu thất bại từ Trung Đông. Đây là phiên bản đơn giản hóa cách tôi nghĩ về việc lựa chọn vật liệu lót.
| Điều kiện dịch vụ | Chất liệu lót | Độ dày tối thiểu | Temp tối đa | Chi phí tương đối | Việc đánh bắt |
|---|---|---|---|---|---|
| Chua nhẹ, dịch vụ ngọt ngào, phun nước | 316L | 2.5mm | 250° C | 1.0 | Clorua sẽ giết chết nó ở nhiệt độ trên 60°C |
| Chua vừa phải, một số clorua | 904L | 2.5mm | 300° C | 1.8 | Hàn cầu kì, cần thủ tục cẩn thận |
| H₂S cao, clorua cao, nhiệt độ vừa phải | 825 | 2.5mm | 350° C | 2.4 | Tính khả dụng đang trở nên tồi tệ hơn mỗi năm |
| Cực kỳ chua, nhiệt độ cao, lưu huỳnh nguyên tố | 625 | 3.0mm | 400° C | 3.2 | Mối lo ngại về độ giòn hydro trong lớp lót |
| Không gian chật hẹp, nhạy cảm với trọng lượng | 2205 | 2.0mm | 200° C | 1.5 | Ít dẻo hơn trong quá trình mở rộng |
| Phun nước biển, nhiệt độ thấp | 316L | 3.0mm | 80° C | 1.0 | MIC có thể là một vấn đề, xem xét bổ sung Cu |
Cái đó “nắm lấy” cột? Đó là điều bạn chỉ học được khi quan sát các đường ống bị hỏng. Hãy để tôi giải nén một vài.
Bẫy clorua 316L
Mọi người đều yêu thích 316L. Nó rẻ, nó có sẵn, mọi nhà chế tạo đều biết cách hàn nó. Nhưng tôi đã không đếm được số lần thất bại mà tôi đã thấy khi ai đó đặt đường ống lót 316L vào dịch vụ clorua nóng vì “nhiệt độ chỉ 80°C.”
Đây là vấn đề. 80°C đó là nhiệt độ chất lỏng lớn. Nhưng ngay tại bức tường ống, đặc biệt là nếu bạn có bất kỳ vết bẩn hoặc cặn bẩn nào, nhiệt độ bề mặt có thể cao hơn. Và nếu bạn từng xông hơi để làm sạch? Bạn đột nhiên ở nhiệt độ 130°C trở lên. Vết nứt do ăn mòn ứng suất clorua không quan tâm đến cơ sở thiết kế của bạn. Nó quan tâm đến những gì thực sự xảy ra.
Tôi đã gặp một trường hợp ở nhà máy lọc dầu Trung Quốc—xin lỗi, không thể nêu tên khách hàng—nơi họ sử dụng đường ống lót 316L cho dịch vụ cung cấp nước. Thiết kế cho biết tối đa 75°C. Nhưng có một phần ở hạ lưu của van xả nơi nhấp nháy gây nóng cục bộ. Không có gì quan trọng, có thể là 95°C trên tường. Sáu tháng sau, chúng tôi đã loại bỏ những vết nứt chân tóc ở mỗi khớp nối thứ hai. Toàn bộ lô hàng phải bị loại bỏ.
Nếu bạn có clorua và nhiệt độ trên 60°C, Tôi sẽ đẩy bạn tới 904L hoặc 825. Đúng, Nó đắt hơn. Nhưng nó có giá thấp hơn so với việc thay thế 5 km đường ống.
Những tiêu chuẩn không cho bạn biết gì về hydro
Gần đây trong ngành đã có rất nhiều cuộc thảo luận về việc vận chuyển hydro. Tái sử dụng đường ống dẫn khí đốt hiện có cho hydro, xây dựng cơ sở hạ tầng hydro mới. Và mọi người đang hỏi về ống lót cho dịch vụ hydro.
Đây là điều khiến tôi tỉnh táo. Độ giòn hydro trong vật liệu CRA rất phức tạp, và các tiêu chuẩn vẫn chưa bắt kịp. Chúng tôi có NACE MR0175/ISO 15156 cho dịch vụ chua, nhưng dịch vụ hydro thì khác. áp lực cao hơn, cơ chế thiệt hại khác nhau.
Hiện tại tôi đang tham gia vào một dự án công nghiệp chung - không thể nói đó là dự án nào - đang xem xét đường ống lót cho hydro nguyên chất tại 100 thanh nhiều hơn. Dấu hiệu ban đầu cho thấy một số giả định của chúng tôi về vật liệu lót là sai. Cụ thể, hợp kim niken mà chúng tôi nghĩ là miễn dịch? Không nhiều lắm. Có hiệu ứng hydro trên bề mặt liên kết mà chúng tôi không dự đoán được.
Nếu bạn đang chỉ định ống lót cho hydro, và ai đó nói với bạn một cách tự tin rằng “tất cả các tiêu chuẩn đều nói rằng nó ổn,” nghi ngờ. Chúng tôi vẫn đang học. Yêu cầu dữ liệu thử nghiệm. Yêu cầu tài liệu tham khảo. Và xây dựng một giới hạn an toàn.
Cơn ác mộng chuẩn bị kết thúc mối hàn
Đây là thứ gây ra nhiều vấn đề ngoài hiện trường hơn hầu hết mọi thứ khác. Làm thế nào để bạn chấm dứt đường ống lót?
Bạn đã có chiếc tẩu tuyệt đẹp này, sự can thiệp hoàn hảo, lỗ khoan mịn đáng yêu. Sau đó, bạn cần hàn nó vào khớp tiếp theo hoặc khớp nối. Và đột nhiên bạn phải xử lý lớp lót ở đầu mối hàn.
Về cơ bản có bốn cách tiếp cận, và tôi đã thấy tất cả đều thất bại khi làm sai.
Phương pháp 1: Lớp lót lộ ra. Bạn cắt cả hai ống lại, để lại lớp lót nhô ra. Sau đó bạn hàn các ống thép cacbon bên ngoài lại với nhau, và sau đó bạn hàn một miếng đóng giữa các lớp lót. Điều này mang lại cho bạn một bề mặt CRA liên tục. Thật đẹp khi nó được thực hiện đúng. Nhưng nó chậm, nó đòi hỏi thợ hàn có tay nghề cao, và bạn phải quản lý việc điều chỉnh một cách hoàn hảo. Tôi đã chứng kiến nhiều trường hợp hỏng hóc tại hiện trường, trong đó mối hàn đóng bị nứt do ai đó đã làm sai khe hở..
Phương pháp 2: Lớp phủ Hàn. Bạn hàn mối nối thép carbon trước, sau đó bạn đi vào bên trong và hàn lớp phủ thép carbon lộ ra bằng kim loại phụ CRA. Cái này nhanh hơn, tha thứ hơn cho các vấn đề phù hợp. Nhưng bây giờ bạn đã có sự chuyển đổi từ lớp lót ban đầu sang lớp phủ mối hàn. Nếu quá trình chuyển đổi đó không suôn sẻ, bạn có một kẽ hở. Và các kẽ hở là nơi bắt đầu ăn mòn.
Phương pháp 3: Kết thúc mối hàn bọc. Một số nhà sản xuất cung cấp đường ống có lớp bọc chuyển tiếp tích hợp ở hai đầu. Khoảng 50mm cuối cùng của ống thực sự được bọc bằng kim loại chứ không phải được lót bằng máy móc. Bạn hàn thép carbon, và đầu bọc bảo vệ khu vực hàn. Đây là cách tiếp cận ưa thích của tôi đối với dịch vụ quan trọng. Chi phí trả trước cao hơn, nhưng nó giúp tiết kiệm rất nhiều thời gian hàn tại hiện trường.
Phương pháp 4: Tay áo bên trong. Bạn hàn thép carbon, sau đó bạn lắp một ống bọc CRA riêng kéo dài mối nối và bịt kín mối hàn ở cả hai đầu. Điều này là phổ biến trong các tình huống trang bị thêm. Nhưng bây giờ bạn đã có hai mối hàn kín theo chu vi cho mỗi mối nối, và mỗi cái đều là một đường dẫn rò rỉ tiềm ẩn.
Tôi có một dự án ở Biển Bắc, nơi nhà thầu quyết định tiết kiệm tiền bằng cách sử dụng các lớp lót hở với thợ hàn không có tay nghề. Kiểm tra áp suất đầu tiên, chúng tôi đã bị rò rỉ tại 30% của các khớp. Chi phí làm lại gấp ba lần chi phí ban đầu để hàn lớp phủ phù hợp..
Bẫy kiểm tra
Đây là một cái khác. Làm thế nào để bạn kiểm tra đường ống lót cơ khí sau khi lắp đặt?
Bạn không thể chỉ chạy một con lợn thông minh tiêu chuẩn. Hầu hết các công cụ kiểm tra được thiết kế cho đường ống có vách cứng. Họ đo độ dày của tường hoặc tìm kiếm sự mất mát kim loại. Nhưng trong ống lót, bạn có hai lớp, và mối liên kết giữa chúng không phải là từ tính hay siêu âm một cách đơn giản.
Cách đây vài năm, tôi đã làm việc với một người điều hành đường ống, người này đã vận hành một công cụ rò rỉ từ thông tiêu chuẩn qua đường ống lót của họ.. Công cụ đã báo cáo “mất tường” tại nhiều địa điểm. Họ đào đường ống lên, cắt bỏ phần, và không tìm thấy gì. Công cụ nhận thấy giao diện giữa lớp lót và ống ngoài là một khiếm khuyết.
Những gì bạn thực sự cần là các công cụ siêu âm chuyên dụng có thể phân biệt giữa các lớp. Và thậm chí sau đó, bạn chủ yếu đang tìm kiếm sự mất liên kết hoặc oằn của lớp lót, không ăn mòn truyền thống. Thế giới kiểm tra chưa bắt kịp hoàn toàn với công nghệ ống lót.
Nếu bạn đặt ống lót ở vị trí quan trọng nơi bạn cần giám sát tính toàn vẹn liên tục, hãy suy nghĩ về điều này trước. Bạn có thể chạy các công cụ kiểm tra mà bạn cần không? Đường ống có được thiết kế để truy cập công cụ không? Hoặc bạn sẽ đoán về tình trạng lớp lót trong 10 năm?
Câu chuyện cá nhân đã thay đổi suy nghĩ của tôi
Để tôi kể cho bạn nghe về một công việc ở Tây Phi. Dự án nước sâu, nhà điều hành tên tuổi lớn, tất cả các nguồn lực kỹ thuật bạn có thể tưởng tượng. Họ đã quy định đường ống có lớp lót 825 cho đường ống dẫn nước nóng, sản xuất chua. Mọi thứ trông đúng trên giấy.
Nhưng khi lô ống đầu tiên đến, đội kiểm tra của chúng tôi nhận thấy điều gì đó kỳ lạ. Bề mặt lớp lót có vết đổi màu nhẹ. Gần giống như hình mờ. Nhà sản xuất cho biết chỉ là xử lý nhãn hiệu, không có gì to tát.
Tôi đã bay ra ngoài để tự mình nhìn vào nó. Mang máy đo độ cứng cầm tay đến lớp lót trong khoảng 50 địa điểm. Độ cứng phù hợp, điều đó thật tốt. Nhưng tôi vẫn không thích những dấu hiệu đó.
Cuối cùng chúng tôi đã cắt một mẫu từ một trong những “nghi ngờ” ống và gửi nó cho luyện kim. Những gì chúng tôi tìm thấy thật đáng ngạc nhiên. Trong quá trình giãn nở thủy lực, đã có một số ô nhiễm trong chất lỏng điều áp. Các hạt cực nhỏ đã bám vào bề mặt lớp lót. Không có gì ảnh hưởng đến hiệu suất ăn mòn trong thời gian ngắn. Nhưng trong môi trường có hàm lượng clorua cao, môi trường nhiệt độ cao? Những hạt nhúng đó có thể trở thành vị trí khởi đầu cho quá trình rỗ.
Chúng tôi đã từ chối toàn bộ lô. Nhà sản xuất đã rất tức giận. Tiến độ dự án đã thành công. Nhưng ba năm sau, khi lĩnh vực đó xuất hiện trực tuyến và bắt đầu sản xuất, Tôi nhận được cuộc gọi từ người quản lý tính toàn vẹn của nhà điều hành. Họ gặp phải một số vấn đề về ăn mòn ở các bộ phận khác của cơ sở, nhưng ống lót? Hoàn hảo. Không một hố nào.
Kinh nghiệm đó đã dạy tôi điều gì đó. Sự khác biệt giữa ống lót tốt và ống lót tốt không phải lúc nào cũng nằm ở thông số kỹ thuật. Nó đang trong quá trình kiểm soát. Đó là sự sạch sẽ. Đó là sự chú ý đến từng chi tiết trong quá trình sản xuất.
Câu hỏi về chi phí Không ai trả lời thành thật
Mọi người hỏi tôi mọi lúc: “Ống lót cơ học rẻ hơn bao nhiêu so với CRA đặc?”
Câu trả lời trung thực là: nó phụ thuộc, và bất cứ ai cho bạn một con số duy nhất đều đang nói dối.
Đối với lịch trình 12 inch tiêu chuẩn 40 ống 316L, ống lót có thể 40% rẻ hơn so với chất rắn 316L. Nhưng đối với một bức tường nặng có đường ống 20 inch 625, khoản tiết kiệm có thể là 70% hoặc hơn. Lớp nền bằng thép carbon càng dày, bạn càng tiết kiệm, bởi vì bạn đang thay thế hợp kim đắt tiền bằng thép carbon rẻ tiền.
Nhưng đây là cái bẫy. Chi phí lắp đặt khác nhau. Ống lót hàn mất nhiều thời gian hơn. Việc kiểm tra phức tạp hơn. Các phụ kiện và mặt bích cần đặc biệt chú ý. Vì vậy, tỷ lệ chi phí lắp đặt của bạn có thể khác với tỷ lệ chi phí vật liệu của bạn.
Tôi luôn yêu cầu khách hàng thực hiện so sánh tổng chi phí lắp đặt, không chỉ là so sánh chi phí vật liệu. Và tính đến chi phí của sự thất bại có thể xảy ra. Đối với rủi ro thấp, dây chuyền phun nước nhiệt độ thấp, ống lót là không có trí tuệ. Đối với nhiệt độ cao, đường ống dẫn khí chua áp suất cao bị hạn chế tiếp cận để sửa chữa, có lẽ CRA vững chắc bắt đầu trông hấp dẫn trở lại.
Tương lai và lý do tôi lo lắng
Tôi sẽ thành thật với bạn. Ngành công nghiệp ống lót hiện đang phải đối mặt với một số thách thức.
Ngày thứ nhất, sự sẵn có của nguyên liệu thô. Thị trường hợp kim niken đã biến động trong nhiều năm. Thời gian dẫn cho 825 và 625 đang giãn ra. Một số dự án đang chờ 12 tháng trở lên đối với vật liệu lót. Điều đó đẩy mọi người tới những lựa chọn thay thế kém phù hợp hơn hoặc hướng tới những nhà cung cấp có chất lượng đáng nghi ngờ..
Thứ hai, thiếu kỹ năng. Những người thực sự hiểu về ống lót—ngành luyện kim, việc sản xuất, các chế độ thất bại—đang ngừng hoạt động. Tôi 58, và tôi là một trong những người trẻ tuổi trong cộng đồng phân tích thất bại. Tri thức thể chế đang bước ra khỏi cửa, và tôi không chắc thế hệ tiếp theo đã sẵn sàng để bắt kịp nó.
Ngày thứ ba, câu hỏi hydro. Nếu việc vận chuyển hydro diễn ra như mọi người dự đoán, chúng ta sẽ cần số lượng lớn ống lót. Nhưng chúng tôi chưa hiểu đầy đủ về hiệu suất lâu dài. Có những chương trình nghiên cứu đang diễn ra, nhưng họ cần có thời gian. Tôi lo lắng rằng áp lực thương mại sẽ vượt xa sự hiểu biết về mặt kỹ thuật.
Và thứ tư, sự siết chặt chất lượng. Có những nhà sản xuất đang cắt góc. Sử dụng vật liệu lót cấp thấp hơn, giảm áp lực giãn nở, bỏ qua kiểm tra chất lượng. Họ thoát khỏi nó vì đường ống đã vượt qua cuộc kiểm tra ban đầu. Nhưng 5 nhiều năm sau, ai đó sẽ gặp phải một vấn đề rất tốn kém.
Quy tắc ngón tay cái của tôi
Sau đó 22 năm, Tôi đã rút gọn điều này thành một vài quy tắc đơn giản. Họ sẽ không thay thế kỹ thuật phù hợp, nhưng chúng sẽ giúp bạn tránh khỏi rắc rối khi thực hiện các công việc kỹ thuật phù hợp.
Luật lệ 1: Nếu bạn không thể tính được áp suất tiếp xúc tối thiểu ở mọi điều kiện dự kiến, bạn chưa hoàn thành việc thiết kế.
Luật lệ 2: Độ dày lớp lót là mức cho phép ăn mòn của bạn. Nếu bạn chỉ định 2,5mm, đó là những gì bạn nhận được. Đừng cho rằng bạn có lợi nhuận.
Luật lệ 3: Đầu hàn là điểm yếu. Tiêu tiền vào đó.
Luật lệ 4: Nếu giá quá tốt để có thể là sự thật, ai đó đang bỏ qua điều gì đó.
Luật lệ 5: Nói chuyện với những người làm ra tẩu thuốc, không chỉ là đại diện bán hàng. Hỏi về kiểm soát quy trình của họ. Hỏi về tỷ lệ từ chối của họ. Hỏi về cuộc điều tra thất bại cuối cùng của họ.
Luật lệ 6: Đối với dịch vụ quan trọng, cắt và kiểm tra ít nhất một mối nối sản xuất trước khi bạn chấp nhận toàn bộ lô. Đó là bảo hiểm giá rẻ.
Một ví dụ gần đây khiến tôi luôn khiêm tốn
Năm ngoái, Tôi đã tư vấn về một dự án ở Trung Đông. Mỏ khí khổng lồ, CO₂ cao, H₂S vừa phải, nhiệt độ khoảng 120°C. Khách hàng đã chỉ định ống lót 825, 3mm lót, tất cả đều có vẻ tốt.
Nhưng trong quá trình xem xét thiết kế chi tiết, Tôi nhận thấy điều gì đó. Đường ống có một số đoạn sẽ được lắp đặt bằng cách quay. Ống sẽ được cuộn vào một cái trống lớn, vận chuyển, sau đó làm thẳng trong quá trình cài đặt.
Không ai kiểm tra xem sự uốn cong đó có tác dụng gì đối với áp suất tiếp xúc của lớp lót.
Chúng tôi đã chạy một số FEA nhanh chóng. Trong lúc quay cuồng, các biến dạng nén ở bên trong chỗ uốn đủ cao để gây ra hiện tượng vênh lớp lót cục bộ trong điều kiện như khi sản xuất. Không phải trong quá trình vận hành—trong quá trình cài đặt.
Cuối cùng, chúng tôi đã cải tiến đường ống bằng lớp lót dày hơn và quy trình giãn nở được sửa đổi để tăng áp suất tiếp xúc ban đầu. Nó đã thêm chi phí và lịch trình. Nhưng nếu chúng ta không bắt được nó, đường ống đó chắc hẳn đã có lớp lót lỏng lẻo trước khi nó chạm tới đáy biển.
Vấn đề là, ống lót không chỉ là lựa chọn vật liệu. Đó là một hệ thống. Bạn phải suy nghĩ về mọi giai đoạn của cuộc đời nó: chế tạo, vận chuyển, Cài đặt, hoạt động, sự kiểm tra. Mỗi giai đoạn áp đặt tải trọng khác nhau lên liên kết cơ học đó.
Điểm mấu chốt
Ống lót cơ học là một giải pháp tuyệt vời khi được áp dụng đúng cách. Nó đã tiết kiệm hàng tỷ đô la cho ngành so với CRA vững chắc. Nó đã kích hoạt các dự án mà lẽ ra không thể thực hiện được về mặt kinh tế.
Nhưng đó không phải là phép thuật. Nó không thể thay thế cho việc hiểu những gì bạn đang làm. Liên kết giữa lớp lót và ống ngoài là liên kết cơ học, không luyện kim. Nó có giới hạn. Nó có các chế độ thất bại. Nó đòi hỏi sự tôn trọng.
Sơ đồ phân tích kỹ thuật để lựa chọn ống lót cơ khí
Độ lệch lồng neo: Trước và Sau Đổ
Đây là điều tiếp tục xảy ra khi bạn không sử dụng mẫu hàng đầu. Lồng dịch chuyển trong quá trình đổ bê tông.
XEM KẾ HOẠCH - ĐỈNH NỀN TẢNG
(NHÌN XUỐNG)
VỊ TRÍ MONG MUỐN VỊ TRÍ THỰC TẾ
(Đặc: ±1/8" Khoan dung) (Những gì chúng tôi tìm thấy ở SC: 1.5" sự thay đổi)
N N
| |
| |
W------+------E W-------+------E
| | X
| | X
S S X
XXX
Cage shifted SE
ANCHOR BOLT CIRCLE
(12 mô hình bu lông được đơn giản hóa)
mong muốn: ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Found: ○ ○ ○ ○ ○ ○ ○ ○ ○ X X X X
(3 bu lông ra khỏi vị trí)
Toán học về điều này? Độ lệch tâm e = 1.5 inch. Trên một cực đơn 120 ft, sự lệch tâm đó tạo ra thêm một khoảnh khắc:
Trong đó P là tải trọng thẳng đứng. Đối với trọng lượng tháp 50 kip, đó là một phần bổ sung 6,250 ft-lbs uốn cong ở chân đế mà không ai thiết kế cho. Tháp không bao giờ đứng thẳng. Nó sinh ra đã nghiêng.
Đo độ sâu: Kiểm tra 3 mặt
Hầu hết các đội kiểm tra từ hai phía. Trên tháp hình tam giác, thế vẫn chưa đủ. Đây là lý do tại sao:
PHẦN A-A QUA THÁP
(TỪ TRÊN NHÌN XUỐNG)
Mặt A
/\
/ \
/ \
/ \
/ \
/ \
/ \
/ \
\ /
\ /
\ /
\ /
\ /
\ /
\ /
\/
Face C Face B
MEASUREMENT POINTS:
Vị trí máy kinh vĩ ở khoảng cách 120°:
Chức vụ 1: Sight along Face A
Position 2: Xoay 120°, sight along Face B
Position 3: Xoay 120°, sight along Face C
DEFLECTION READINGS (inch ở trên cùng):
Tháp "A" (Nhìn thẳng từ hai phía):
Mặt A: +1.0" (nghiêng về phía bắc)
Mặt B: +0.5" (nghiêng về ĐB)
Mặt C: -1.5" (nghiêng SW) ← Vấn đề!
Độ lệch trung bình = (1.0 + 0.5 - 1.5)/3 = 0.0
Nhưng độ lệch tối đa = 1.5" → Twist present
Tower "b" (Thực ra là thẳng):
Mặt A: +0.2"
Mặt B: +0.1"
Mặt C: -0.3"
Trung bình = 0.0, tối đa = 0.3" ✓
Vòng xoắn ở Tháp A tạo sự xoắn vào mọi mối nối. Bu lông ở Mặt C bị cắt nhiều hơn so với thiết kế. Đó là một thất bại mệt mỏi đang chờ xảy ra.
Phương pháp vặn đai ốc: Tiến trình căng bu lông
Đây là những gì xảy ra bên trong bu lông khi bạn siết chặt nó đúng cách:
ĐỘ CĂNG BOLT vs. QUAY HẠT (Đối với bu lông A325, 3/4" đường kính x 4" lâu) Tension ^ | X <-- Cuối cùng: 1/3 xoay | X (~28.000 pound) | X | X | X | X | X | X | X | X | X | X | X | X | X |X <-- Ôm chặt (~1.000 pound) +------------------------------------> Xoay 0 1/8 1/4 3/8 1/2 5/8 3/4 (lần lượt) CẢM GIÁC CỦA CỜ LÊ NHƯ THẾ NÀO: Ôm chặt: "Liên hệ... một chút nữa..." 1/8 xoay: "Trở nên vững chắc..." 1/4 xoay: "Việc này cần nỗ lực..." 1/3 xoay: "LỚN. ĐƯỢC RỒI, that's done." KHU NGUY HIỂM (Quá sức): 1/2 xoay: "Tại sao nó trở nên dễ dàng hơn? Ôi trời--" (Năng suất bu lông, căng vĩnh viễn, lực kẹp giảm)
Cờ lê mô-men xoắn nằm. nhiệt độ, bôi trơn, tình trạng ren—tất cả đều ảnh hưởng đến mô-men xoắn. Nhưng căng là căng. Phương pháp vặn đai ốc không quan tâm đến ma sát.
Chuyển động nhiệt cáp: Tại sao bạn cần vòng lặp dịch vụ
Sự thay đổi nhiệt độ làm cho dây cáp giãn ra và co lại. Đây là điều xảy ra khi bạn không cho phép điều đó:
CHẠY CÁP DỌC - 100 CHIỀU CAO FT
(Vị trí mùa đông và mùa hè)
Đầu nối hàng đầu Đầu nối hàng đầu
| |
| |
| Mùa đông (-20° F) | Mùa hè (+100° F)
| Cáp rút ngắn | Cáp kéo dài
| |
| |
| |
| ___/ Dịch vụ
| / vòng lặp
| / chiếm
| / lười biếng
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
| /
|/
Bottom Connector Bottom Connector
CABLE LENGTH CHANGE:
ΔL = L × α × ΔT
For L = 100 ft = 1200 inches
α (Đồng) ≈ 9.4 × 10⁻⁶ /°F
ΔT = 120°F (từ -20°F đến +100°F)
ΔL = 1200 × 9,4e-6 × 120 = 1.35 inches
Without service loop: Cái đó 1.35 inch kéo đầu nối.
Với vòng lặp dịch vụ: Vòng lặp mở/đóng, đầu nối vẫn được đặt.
Trang web Arizona tôi đã đề cập? Họ không có vòng lặp. Đêm mùa đông, -20°F lạnh đột ngột (hiếm, nhưng đã xảy ra). Cáp co lại 1.5 inch. Đã bật ba đầu nối ra khỏi giắc cắm. Đài phát thanh im lặng lúc 3 LÀ. Khách hàng không hài lòng.



bạn phải đăng nhập để viết bình luận.